Carbon Digital Light Synthesis™ (DLS™) 3D Printing Service
High-Performing Prototypes and Serialized Production Parts | Free Shipping on All US Orders
Overview: What is Carbon DLS™ Technology?
Carbon DLS™ Technology Basics
Carbon uses digital light projection, oxygen-permeable optics, and programmable liquid resins to produce products with end-use durability, resolution, and surface finish. This 3D printing technology is called Digital Light Synthesis™, or DLS for short. Another legacy term for the process is Continuous Liquid Interface Production (CLIP). Along with Carbon’s custom liquid resins, DLS unlocks new business opportunities and product designs previously impossible, including mass customization and on-demand inventory of end-use products.
Carbon bridges, and sometimes substitutes, for processes like Urethane Casting and Injection Molding service production, because the materials are urethane-based or epoxy-based, giving excellent mechanical properties. DLS elastomer and silicone resins outperform most other additive-manufactured rubber-like materials.


DLS™ Materials
| Material Name | Description | Shore Hardness | Elongation at Break (%) | Impact Strength, Izod Notched (J/m) | Data Sheets |
|---|---|---|---|---|---|
Material Name RPU 70 | Description Rigid polyurethane | Shore Hardness 80D | Elongation at Break (%) 100% | Impact Strength, Izod Notched (J/m) 15 J/m | Data Sheets |
Material Name RPU 130 | Description Impact-resistant polyurethane | Shore Hardness 77D | Elongation at Break (%) 100% | Impact Strength, Izod Notched (J/m) 75 J/m | Data Sheets |
Material Name UMA 90 | Description General-purpose, customizable color | Shore Hardness 86D | Elongation at Break (%) 30% | Impact Strength, Izod Notched (J/m) 30 J/m | Data Sheets |
Material Name EPX 82 | Description Heat-resistant epoxy | Shore Hardness 89D | Elongation at Break (%) 5% | Impact Strength, Izod Notched (J/m) 45 J/m | Data Sheets |
Material Name MPU 100 | Description Medical-grade, biocompatible | Shore Hardness 81D | Elongation at Break (%) 25% | Impact Strength, Izod Notched (J/m) 30 J/m | Data Sheets |
Material Name FPU 50* | Description Semi-rigid polyurethane | Shore Hardness 71D | Elongation at Break (%) 200% | Impact Strength, Izod Notched (J/m) 30 J/m | Data Sheets |
Material Name EPU 40 | Description Highly-elastic polyurethane | Shore Hardness 72A | Elongation at Break (%) 400% | Impact Strength, Izod Notched (J/m) N/A | Data Sheets |
Material Name EPU 41 | Description Production-grade elastomer | Shore Hardness 71A | Elongation at Break (%) 300% | Impact Strength, Izod Notched (J/m) N/A | Data Sheets |
Material Name EPU 46 | Description Customizable-color elastomer | Shore Hardness 80A | Elongation at Break (%) 300%-330% | Impact Strength, Izod Notched (J/m) N/A | Data Sheets |
Material Name SIL 30 | Description Extra soft silicone-urethane | Shore Hardness 35A | Elongation at Break (%) 350% | Impact Strength, Izod Notched (J/m) N/A | Data Sheets |
Material Name LOCTITE 3D IND405 Clear | Description Rigid, high-strength clear resin | Shore Hardness 79D | Elongation at Break (%) 126% | Impact Strength, Izod Notched (J/m) 72 J/m | Data Sheets |
* Available by special request.
More carbon 3D materials are available upon request by selecting Material: Other and writing in the specific resin.
Available Finishes for Carbon DLS™ Parts
Standard
Parts built with Carbon DLS technology will typically have a matte to semi-gloss surface finish depending on feature direction. Extended protrusions will show vertical lines in the part that are parallel to the direction of growth. Supports are removed and mitigated as required.
Custom Color (UMA 90, EPU 46)
Although the standard is black or white, UMA 90 and EPU 46 materials can be customized for different colors through custom mixing. Exact color matches cannot be guaranteed.
Custom
Don’t see the finish you need? Write in your request, and we’ll look into a finishing solution for you.

Ready to get your 3D printing quote?
Free shipping available for domestic 3D printing orders ; learn more!
Applications for Carbon DLS™ Technology

Rapid Prototyping
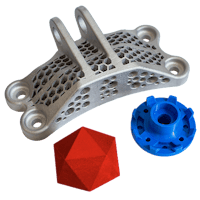
Carbon DLS™ technology can be used to create strong, flexible, and colorful prototypes
End-Use Functional Parts
Carbon DLS™ materials are fully dense and engineered for end-use
Direct Digital Manufacturing
Carbon DLS™ printing is ideal for serialize production of small to medium-sized parts
Benefits of Carbon DLS™ 3D Printed Parts

3D print directly in urethanes, epoxies, elastomers, and other specialty thermosets that hold up to end-use applications.
Best-in-class at 3D printing of lattice structures and organic shapes.

Produce small parts in serialized production at pricing competitive with injection molding.
Carbon DLS™ General Tolerances
| Description | Tolerance Notes |
|---|---|
Description General Tolerances | Tolerance Notes +/- 0.003” for the first inch is typical, plus +/- 0.010” for every inch thereafter* |
Description Build Size | Tolerance Notes 7.4” x 4.6” x 12.8” is typical. |
Description Ideal Part Size | Tolerance Notes Part's below 2" x 1" x 3" or smaller tend to have the best production economy of scale. |
Description Minimum Wall Thickness | Tolerance Notes 0.030" or larger is suggested for any walls, text, or lattice features. |
Description DLP Pixel Resolution | Tolerance Notes Approximately 0.005" square |
* General tolerances for Digital Light Synthesis™ are represented. Build stresses, geometry, support strategy, and other factors may cause deviation in tolerances and flatness. Improved tolerances may be possible after a manual quote review following successful completion of a test build, and are approved on a case-by-case basis. General tolerances apply before secondary finishing or post-processing unless otherwise specified.
Please check out Xometry's Manufacturing Standards for more information.
Need to Compare Printing Processes?
Our quick reference guides let you quickly compare different 3D printing processes!
What Differentiates Carbon
What differentiates Xometry's Carbon DLS 3D printing service from similar resin-based processes like Stereolithography (SLA) or PolyJet is that the materials undergo a secondary thermal step, which activates dormant epoxies or urethanes, making parts much stronger than UV curing alone. Additionally, the digital light synthesis process is continuous, without stopping layer by layer as in most additive manufacturing processes. In addition to detailed, smooth surfaces, this gives the parts isotropic properties, meaning that their strength is the same regardless of orientation. This is a significant advantage over processes like Fused Deposition Modeling (FDM), where Z-direction features can be much weaker than similar features built in the XY-direction.

Why Choose Xometry for 3D Printing?

Endless Options
Choose from millions of possible combinations of materials, finishes, tolerances, markings, and certifications for your order.

Easy to Use
Get your parts delivered right to your door without the hassle of sourcing, project management, logistics, or shipping.

Vetted Network
We are ISO 9001:2015, ISO 13485, and AS9100D certified. Only the top shops that apply to become Suppliers make it through our qualification process.
