Permanent Mold Casting: Definition, Importance, How It Works, Applications, and Advantages


Learn how this process is used to make high-quality parts


It’s not a complicated process, but mold casting is a precision method without the cost of more premium processes, like die casting. It’s efficient and can make smooth final products. It can even combine multiple parts into a single piece. Perhaps this is a process you’ve considered for your own manufacturing needs or you’re interested in learning more about how it works in general; either way, read on to learn more about it in our rundown of this specific mold casting type.
What is Permanent Mold Casting?
Permanent mold casting uses two-part reusable molds made of steel or cast iron to shape metals with lower melting points (like aluminum). This is no new tech—it’s been around since before the Bronze Age—and because of its effectiveness, quality, and replicability, it’s still happily used by many manufacturers and fabricators today. With it, you get a decent level of control over the filling and solidification and post-processing can provide products with sleek surfaces.
The high-quality finishes you can expect with permanent mold casting are mainly thanks to the fact that you can control several factors within the process. Manufacturers are able to oversee the pouring process, and check how it’s cooled, which is something that’s not always possible with sand casting. Of course, as with any manufacturing process, the material’s expected shrinkage, tooling, the part’s complexity, and who is controlling the process can have an impact on the end result. It’s also one of the methods that not everyone can have a go at; operators need to be trained and highly skilled.
In industry nowadays, permanent mold casting is used to make transmission housings, intake manifolds, lower-stress suspension parts, cylinder heads, engine blocks, heat exchangers, propellers, plumbing fittings, valves, machinery, pump, and gearbox components, and parts for turbines, and HVAC systems. The process can make products with less turbulence, porosity, and air pockets. You can get decent mechanical properties like strength and hardness from most permanent mold casting methods, and the molds are reusable, too. It works with a wide range of materials—although not all of them because there’s a lower melting temperature and mold temperature.
You won’t want to rely on permanent mold casting for very complex or intricate parts/components, as small details can be missed in the filling process. But it’s rather hard to beat when it comes to simpler castings that need to look good, have dimensional accuracy, consistent quality, and great mechanical properties. This process has a mid-range cost that’s cheaper than die casting, but more expensive than sand casting. While you can start production quickly, and it's easy to ramp up the speed and product quantity, cycle and lead times tend to be longer than with other casting processes, and often there are higher tooling costs than if you were to use sand casting. Tweaks and edits to the initial design with this process can also be more expensive, and harder than with sand casting. Molds can eventually wear down and need maintenance, and/or replacing.
What Is the Origin of Permanent Mold Casting?
Permanent mold casting originated earlier than the Bronze Age, using open stone molds to cast lead, gold, and copper. Examples of such casts are found in Mesopotamia, Egypt, and China. Greek and Roman metallurgy made use of processes that are considered predecessors to modern permanent mold casting. They employed somewhat reusable clay molds to cast lead, for example.
Historical records suggest that early metalworkers used materials such as clay and stone to create reusable molds for casting metal objects. Improved understanding of metallurgy, metalworking, and casting techniques has evolved into considerably more sophisticated methods.
Permanent mold casting developed early in the Industrial Revolution. In the 19th century, with the advent of better materials, techniques, and equipment, casting processes became more refined. Manufacturers began to recognize the benefits of using permanent molds made from durable materials. Such molds remove the effort required for one-off processes that destroy the tool. Permanent mold casting gained further traction in the early 20th century as industrialization and manufacturing processes rapidly advanced.
What Is the Other Term for Permanent Mold Casting?
Permanent mold casting is widely referred to as gravity die casting, in modern parlance. Variations on the core process are also known as slush casting, low-pressure die casting, and vacuum casting (as distinct from the polymer-based rapid manufacturing system of the same name).
What Is the Importance of Permanent Mold Casting in Manufacturing?
The importance of permanent mold casting lies in its ability to produce metal components with better surface finish, reduced porosity, and tighter tolerances in comparison to sand casting results. Reduced fettling and follow-on work make for a lower-cost supply process. Permanent mold casting also allows for the creation of intricacy, relatively thin walls, and internal cavity features that are challenging with sand casting. Additionally, production can begin rapidly, as the tooling is relatively simple in comparison to more advanced processes like pressure die casting. The process is quick to re-establish after a production hiatus, making it ideal for fluctuating demand.
How Does Permanent Mold Casting Work?
Permanent mold casting works by using a two (or more) part cavity mold. This mold is machined in steel and clamped closed, as a casting cavity for gravity-fed molten metal of a variety of alloys.
What Makes Permanent Mold Casting Stand Out Among Other Types of Casting?
Permanent mold casting stands out among other types of casting methods due to its particular combination of benefits and advantages. Permanent mold casting delivers components with a smoother surface finish, better dimensional accuracy, and tighter tolerances than equivalent sand cast parts. Permanent mold casting is ideal for medium to high production volumes. It strikes a balance between the low CAPEX of sand casting and the precision of high CAPEX pressure die casting. In particular, the ability to switch molds and handle intermittent bulk production is valuable across most industries.
The use of permanent molds allows for the creation of greater intricacy, thin walls, and internal features, so products suffer lower design limitation impact than sand casting. While the initial mold preparation costs are higher than sand casting, the reusability of the molds, low operational labor, and reduced post-casting machining result in overall cost savings, for medium to high production volumes. Low material/ancillary waste and reduced energy consumption costs are also significant in longer production runs. Finally, permanent mold casting offers better control of solidification than an equivalent sand cast and delivers improved mechanical properties.
To learn more, see our article on Type of casting.
What Is the Process of Permanent Mold Casting?
This is a brief breakdown of the steps required for permanent mold casting, and you can get a good visual of the process in the image below.
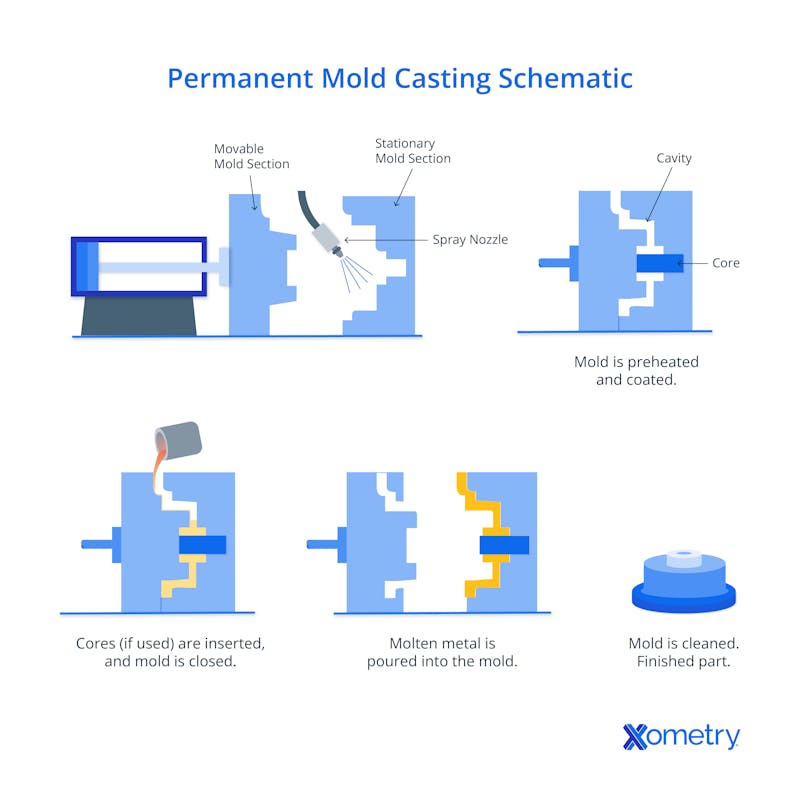
The permanent mold casting process
1. Pre-Heat the Mold and Apply a Ceramic Coating To Enhance Metal Flow and Extend the Mold Life Span
The mold is first preheated to the appropriate temperature for the material being handled—the temperature controls the solidification and cooling—then the surface is coated with a mold release spray that’ll help later with removing the casting.
2. Insert and Clamp Cores if Needed
The split parts need to be assembled, and the cores of the mold clamped. It can either be done by an operator or with automated programming that will kick in if it’s a larger production run and get them ready for filling.
3. Pour Molten Metal Into the Mold Through a Sprue and Runner System
This step is either done by an operator who pours the molten metal into the mold carefully to make sure it’s completely filled, or a metered system (with someone on close watch) that does it through a gate.
4. Allow the Metal To Cool and Solidify in the Mold
The cooling process doesn’t need much manual labor—you just leave it there to cool—but it does take the longest time. But there are some additional processes, like water-cooling, that can be used to speed this part up.
5. Open the Mold and Remove the Casting
When the piece is cool, hard, and ready, the operator has to open the mold and either they or an automated system will remove it.
6. Remove Excess Material by Cutting Away Solidified Metal From the Runner System and Sprue
Some parts need post-processing treatments, like gate trimming, flash removal, or surface finishing, so they’ll be sent off for further work.
What Are the Different Types of Permanent Mold Casting?
The three types of permanent mold casting are:
1. Low-Pressure Permanent Mold Casting
The melted metal comes from a feeder that leads into a sprue at the top of the machine and is pulled down just with gravity. This needs bottom feeding (other types use top feeding), so lessens the chance of air bubbles, and sometimes even shrinkage.
2. Vacuum Permanent Mold Casting
Using a bottom feeding method, but with a vacuum at the top that brings the molten material into the cavity—usually at a faster rate, this type offers good repeatability and uniform products. There are also no air bubbles and very little turbulence.
3. Slush Casting
Used for products that don’t need to be heavy-duty, slush casting involves filling a cooler mold with material, which then forms a thin skin/shell in the desired shape. The remaining material will be flushed out.
What Are the Metals Used in Permanent Mold Casting?
There are a few metals manufacturers will typically rely on for making permanent mold castings listed below, as well as one material that’s important but not for the end products themselves.
1. Copper Alloys
These metals, like brass, bronze, and Muntz, are usually made into decorative objects, and low-stress/tension items, with slush casting.
To learn more, see our article on Copper.
2. Steel
Ferrous alloys are not suitable for gravity die casting because their high-temperature melting point is not compatible with any practical and appropriate tooling materials. However, steels are widely used for the manufacture of cavity tools for the process.
To learn more, see our article on Steel.
3. Zinc
These alloys are practically made for this style of mold casting because they melt at lower points and aren’t extremely abrasive on the tools used during the process. Using zinc also results in pretty strong objects.
To learn more, see our article on Zinc.
4. Iron
This is rarely used for the actual casts, but can be chosen for the mold material.
5. Aluminum
This material creates accurate dimensions, quickly and easily melts, and cools without too much turbulence or porosity. But you can’t use pure aluminum, it has to be some type of alloy.
To learn more, see our article on Aluminum.
6. Lead Alloy
Lead was extensively used in the early executions of permanent mold casting of a range of objects. It is most famously used for toy soldiers for children to play with! Lead use has significantly diminished due to toxicity issues (particularly for children). It is now primarily used for lead-acid batteries and terminals. The plates (electrodes) for these batteries require greater precision than permanent mold casting can provide, so they tend to be made by pressure die casting. However, the very simple contact posts and connection features are well-suited to permanent mold casting.
Can Magnesium Be Used as a Casting Metal for Permanent Mold Casting?
Yes, magnesium alloys can be permanent mold cast. This use of the metal has largely given way to pressure die casting, however, as magnesium tends to be used for high-stress and high-value applications. Permanent mold casting is less applicable if precision and thin walls are primary component requirements.
What Are the Applications of Permanent Mold Casting?
Permanent mold casting is used to produce heavier and thicker walled components such as: engine blocks, cylinder heads, transmission housings, intake manifolds, and lower-stress suspension parts. This casting process is also widely used in manufacturing parts for machinery, pump and gearbox housings, and machine bases. Other applications of permanent mold casting are: plumbing fittings, valves, components for HVAC systems, boat engine parts, propellers, structural components, and components for power generation systems, such as turbine parts, generator housings, and heat exchangers.
What Industries Use Permanent Mold Casting Products?
Permanent mold casting is extensively used across all industries in which high-quality, consistent, and precision components are required. The industries that use permanent mold casting products are: automotive, aerospace, electrical, marine, mining, oil & gas, as well as sporting and consumer goods. For example, components for aerospace applications (which also demand high-quality materials and precise dimensions) include: turbine blades, engine housings, and structural components for aircraft and spacecraft. The process is also used to manufacture components like aluminum heat sinks, electrical enclosures, and connector bodies in the electronics and electrical sectors. On the other hand, mining and the oil & gas industry supply chain use permanent mold casting to produce components for drilling equipment, pumps, valves, and other machinery parts/housings. Additionally, some sporting and consumer goods, such as aluminum baseball bats (slush casting) and furniture components are manufactured using permanent mold casting
What Is the Quality of Permanent Mold Casting Products?
Permanent mold cast products are renowned for their high quality and consistent production performance and reliability. The quality of permanent mold casting products is driven by several factors that can be carefully moderated, such as: surface finish, dimensional accuracy, reduced porosity, enhanced mechanical properties, and repeatability. Good dimensional accuracy and tight tolerances can be achieved in the process—as long as tooling is precise and process conditions well-controlled. The control of the cooling process also helps minimize porosity, resulting in components with improved mechanical properties and structural integrity, compared with sand casting. When well-operated, the method ensures consistent quality from one casting to the next across large batches, with uniformity and low defect rates.
Are Permanent Mold Casting Products Heat Resistant?
It depends. The heat resistance of permanent mold-cast components depends entirely on the thermal behavior of the alloys employed. This is a design and materials selection issue that is little influenced by the casting process. Higher-temperature alloys with a high copper content or magnesium-based castings can give higher temperature performance.
What Is the Accuracy of Permanent Mold Casting?
The accuracy of permanent mold casting can be excellent, compared with sand casting. This is particularly true with finer design elements (that are hard to fully reproduce in sand-cast parts) and in improved surface finishes that are typical of the process. The accuracy deliverable through permanent mold casting varies due to several factors such as: the complexity of the part, the quality of the mold, material shrinkage properties, and particularly the process control.
While permanent mold casting offers improved accuracy compared to sand casting, it is generally less accurate than either investment casting or pressure die casting. Permanent mold casting sits in the middle ground of performance, between precision and production efficiency. The level of accuracy achieved will depend on the establishment and process control of the production.
What Is the Life Span of Permanent Mold Casting Products?
It's impossible to generalize on the life span of permanent mold cast components. The life span of the materials and components made in this way is a result of a variety of potential failure modes, each of which is a design or materials selection issue more than a product of the manufacturing process. Failure modes that affect usable life are: fracture, fatigue, corrosion, and abrasion.
What Are the Advantages of Permanent Mold Casting?
Permanent mold casting delivers a balance of technical and commercial benefits such as:
- Smoother and finer surface finish than sand casting, reducing the need for post-work fettling and machining.
- Better dimensional accuracy and tighter tolerances than sand casting.
- Minimized porosity compared with sand casting.
- Improved mechanical properties such as: strength, hardness, and crystalline structure.
- Consistent quality is repeatable across and between long production runs.
- Intricate shapes, thin walls, and internal features that are harder or impossible with sand casting.
- Reusable molds and reduced post-cast fettling deliver overall cost savings, increasing as production volumes rise.
- A wide range of metals and alloys, including aluminum, zinc, copper, and magnesium alloys are accommodated.
- Environmental benefits, through reduced energy consumption, minimized waste, and improved resource use.
- Production can begin and ramp rapidly—beneficial in meeting demand fluctuations and tight schedules.
What Are the Disadvantages of Permanent Mold Casting?
The disadvantages of permanent mold casting are listed below:
- Generally involves significant initial tooling costs compared to sand casting.
- Extremely intricate and highly detailed geometries can be more challenging than in either investment or pressure die casting.
- Very large or oversized components can be out of the practical range for normal equipment.
- Mold surfaces wear due to repeated casting cycles. Regular maintenance or mold replacement is necessary to mitigate this issue. Mold life will, however, greatly exceed sand cast pattern life.
- Offers slightly less precise control over cooling rates than some processes, potentially producing lower-quality microstructure.
- Some alloys are not suitable for the process due to factors like melting temperature and mold abrasion.
- Mold preparation, gating system cleanup, and surface fettling involve manual labor and skilled craftsmanship.
- Design changes can be more challenging and costly compared to methods like sand casting. The tools are less adaptable and more expensive to replace.
- Cycle times can be considerably longer than for pressure die casting.
How Much Does Permanent Mold Casting Cost?
The cost of permanent mold casting varies widely based on a variety of factors such as: the complexity of the part, the size of the production runs, the material selected, the quality of the mold, and labor costs. The most influencing aspects include: mold preparation, material and labor costs, tooling and equipment, fettling, quality control, production volume, and tooling maintenance.
Is Permanent Mold Casting More Expensive Than Die Casting?
It depends. Permanent mold casting tends to be both lower cost to establish and have a higher cost per part than pressure die casting. This is a product of cycle time being longer and tooling costs being lower. This makes a relative cost comparison between the two processes difficult. Where volumes are high and precision requirements demanding, pressure die casting offers better levels of component quality and a lower cost per part, but at the expense of higher tooling and equipment costs.
To learn more, see our article on Die Casting.
What Is the Difference Between Permanent Mold Casting and Sand Casting?
Permanent mold casting and sand casting are similar in that a cavity is filled with molten metal that cools to form a close copy of the volume. The differences, however, are listed below:
- Sand casting is suited to one-off and low volume, whereas permanent mold casting is better suited to moderate- to high-volume production.
- Sand casting is relatively low precision, whereas permanent mold casts are highly accurate and repeatable.
- Sand casting can be performed on all metals, whereas permanent mold casting is only suited to low- and moderate-melting-point alloys.
- Sand casting requires relatively thicker sections and coarser features than permanent mold casting.
- Permanent mold casting allows controlled cooling and generally good microstructures with low porosity, whereas sand casting is poorer and less controlled in these regards.
- Sand casting involves skilled labor at all stages; permanent mold casting can be performed with relatively low skill.
- Sand casting patterns are generally made of wood, whereas permanent molds are either machined steel or cast/machined iron.
To learn more, see our article on Sand Casting.
How Xometry Can Help
Xometry has helped countless clients with numerous casting processes and many types of molds. If you need any more information on this (or any other) manufacturing method, feel free to reach out to one of our representatives. You can also get the ball rolling and request a free instant quote on our site for services like plastic injection molding, bridge molding, zinc die casting, and quick turn molding.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.