Drilling Machines: Definition Parts, Types, Uses


A core drilling machine extracts cylindrical cores using hollow diamond bits; standard drilling machines remove material via solid twist drills. The drilling machine uses a hollow core bit, water swivel interface, rigid support stand, and a high torque drive motor. The motor supplies power to maintain controlled cutting while penetrat ing dense surfaces. Integrated water delivery controls heat and suppresses dust. Construction crews use the equipment for material sampling and for creating service passages for plumbing and electrical installations. Professional units cost [$1,200 and $9,000] depending on motor capacity and mounting systems.
Core drilling removes a cylindrical core but also generates slurry from abrasive cutting at the bit perimeter. Hollow bits reduce torque demands when producing large apertures in masonry walls. Diamond tipped segments resist abrasive aggregates, while heavy duty stands prevent movement during high pressure drilling. Cooling fluid flushes debris to protect the cutting segments. Mechanical clutches protect the motor if steel reinforcement is encountered. Core drilling machines commonly produce holes from ~20 mm up to 400 mm or more, depending on rig capacity. The core drilling machine provides a stable, controlled method for producing large, precise holes in dense construction materials while managing heat, dust, and mechanical stress during operation.
What is a Drilling Machine?
A drilling machine is a machine tool to produce round holes in solid materials and perform related operations (reaming, tapping, countersinking, counterboring, and spot facing) through controlled rotary motion and axial feed. The machine applies rotational force and thrust to a cutting tool to remove material with dimensional accuracy and repeatable geometry. Typical construction includes structural, drive, motion, and control elements that support tool rotation, feed regulation, and workpiece stability, with configuration varying by machine type. Common categories include bench (sensitive), pillar (upright), radial, gang, multiple-spindle, deep-hole, and CNC drilling machines. Functional value centers on consistent hole size, controlled depth, stable surface finish, and compatibility with fastening and assembly processes. Historical development progressed from manual drilling tools to powered machines driven by mechanical, steam, and electric systems, establishing the basis for modern drilling machine technology.
What Are the Parts of a Drilling Machine?
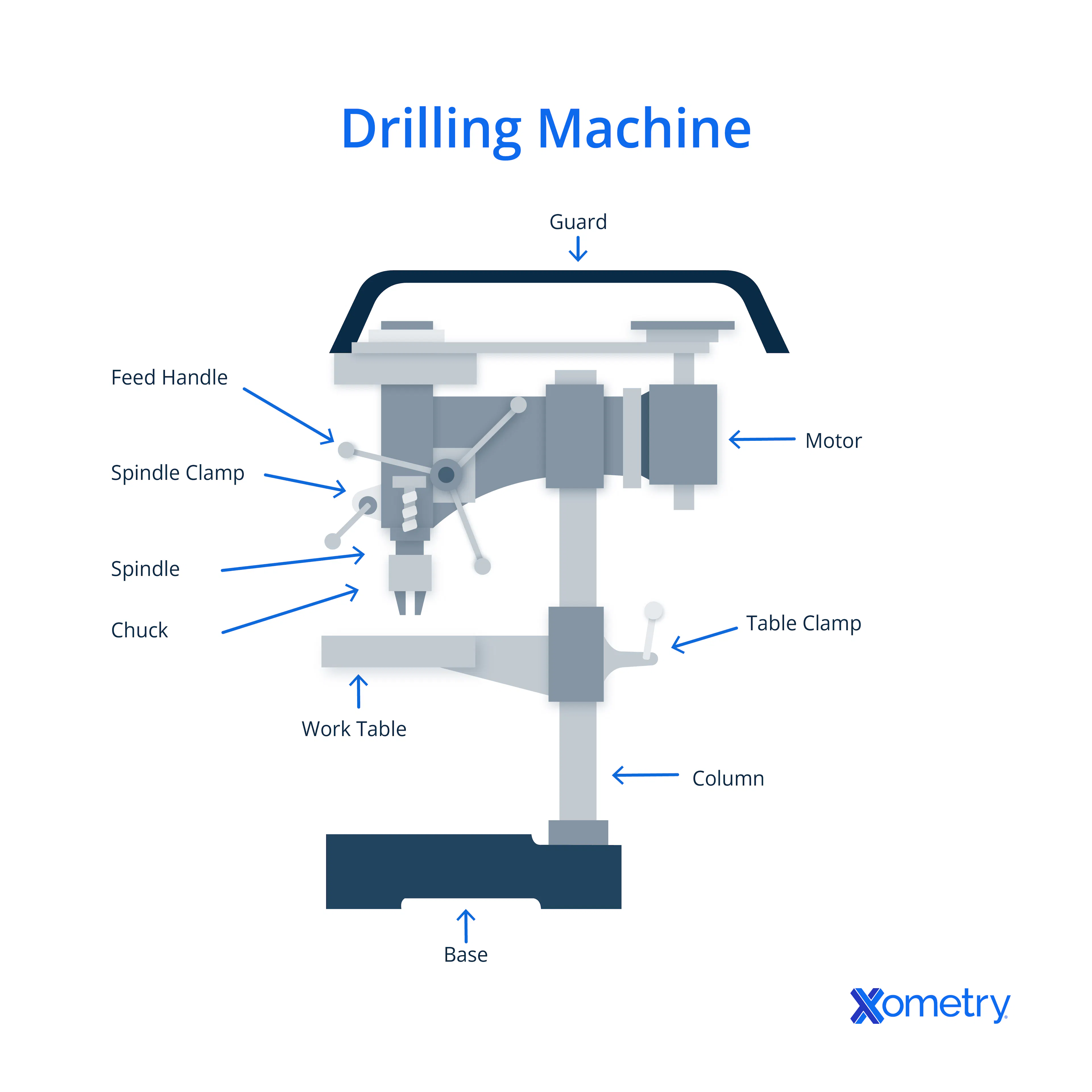
The parts of a drilling machine are listed below.
- Base: supports the total machine load and contributes mass distribution that limits vibration transmission during drilling operations. Structural stability depends on material stiffness, geometry, and anchoring conditions rather than material type alone.
- Column: stands vertically on the base to support the drill head, worktable, or radial arm while maintaining alignment during cutting operations.
- Radial Arm: rotates around the column and translates horizontally to position the drill head over stationary workpieces. Positioning accuracy depends on arm length, locking systems, and column alignment.
- Drill Head: supports and aligns the spindle, quill, and feed control mechanisms that govern rotational motion and axial tool advancement
- Worktable: provides a flat mounting surface equipped with T-slots to support fixtures, clamps, and accurate workpiece positioning.
- Feed Mechanism: controls vertical spindle movement to regulate penetration rate and cutting load during drilling.
- Spindle: rotates the cutting tool and transmits torque while maintaining concentric motion through bearing support.
- Chuck: a clamping device mounted on the spindle that holds straight-shank cutting tools to transmit torque and maintain concentric rotation during drilling operations..
- Electric Motor: converts electrical energy into mechanical torque to drive spindle rotation.
- Power Transmission System: transfers rotational energy from the motor to the spindle through belts, gears, or direct coupling.
- Speed Control Mechanism: adjusts spindle rotational velocity using stepped pulley systems, gearboxes, variable frequency drives, or electronic spindle control depending on machine type and design.
- Quill: provides guided vertical movement for the rotating spindle without shifting the entire drill head assembly.
- Depth Stop: restricts quill travel to achieve consistent hole depth during repetitive drilling tasks.
- Coolant System: delivers cutting fluid to manage heat generation and assist chip evacuation from the cutting zone.
- T-Slots: allow adjustable mounting of clamps, vises, and fixtures across the worktable surface.
- Clamping Device or Vise: secures the workpiece to resist cutting forces and prevent displacement during drilling.
- Control Panel: provides centralized control for spindle operation, feed activation, speed selection, and emergency shutdown.
- Guideways: direct linear movement of the drill head or worktable while preserving alignment under load.
- Bearings: reduce friction and support radial and axial loads of rotating components and stationary housings.
- Lubrication System: distributes oil or grease to moving interfaces to limit wear and heat generation.
- CNC Controller: a computerized control unit used in CNC drilling machines and machining centers that executes programmed instructions to coordinate spindle motion, axis positioning, and feed control.
- Servo Motors: Servo Motors: used in CNC drilling machines to generate controlled axis motion through closed-loop feedback systems involving encoders and drive controls.
- Linear Scales and Encoders: used in CNC drilling machines to provide positional feedback that enables precise axis control and dimensional accuracy.
- Automatic Tool Changer (ATC): a feature of CNC machining centers that automatically exchanges cutting tools to reduce non-cutting time during machining operations.
- Chip Tray and Chip Conveyor: Chip trays are common. Chip conveyors are typically found in large industrial or CNC drilling/machining systems.
1. Base
A base is the foundational structural component of a drilling machine that supports the column and mounted assemblies. The base distributes static and dynamic loads to maintain overall machine stability during drilling operations. High mass increases inertia and reduces vibration amplitude, but damping depends primarily on material damping properties (e.g., cast iron internal damping) and structural design, not mass alone. Benchtop drilling machines use compact bases for secure mounting on flat surfaces. Large radial drilling machines employ floor mounted bases anchored to withstand heavy workpiece loads and torque reaction. Structural stability and vibration control depend on mass distribution, mounting integrity, and material properties provided by the base.
2. Column
A column is the vertical structural member mounted on the base to support primary drilling machine components. The pillar maintains relative alignment of the spindle, drill head, and worktable during operation. Cylindrical column designs allow radial arms to rotate and reposition in radial drilling machines. Pillar drilling machines use a fixed vertical shaft to support the worktable and motor assembly. Precision ground column surfaces enable smooth vertical movement of the drill head or table where applicable. Structural performance depends on column diameter, material stiffness, mounting integrity, and load conditions provided by the column.
3. Radial Arm
A radial arm functions as a load-bearing horizontal structure attached to the vertical column of a radial drilling machine to enable flexible drill head positioning. Height adjustment occurs when the arm is raised or lowered along the column via a mechanical lifting mechanism (often motorized), typically guided by a column sleeve and locked in position during operation. Linear movement of the drill head along the arm provides access to multiple drilling points while the workpiece remains fixed. The arm rotates around the column, typically through a 360° range (machine dependent), and must be clamped before drilling to maintain rigidity.
Large-scale drilling operations rely on the configuration to manage heavy components efficiently. Reach capacity and positional accuracy depend on arm rigidity, column geometry, and locking integrity associated with the radial arm.
4. Drill Head
The drill head houses the spindle assembly and power transmission components. Tool rotation is produced by the spindle. Internal components include the drive source and transmission elements that generate and regulate rotational torque. Spindle alignment and runout control depend primarily on bearing precision, spindle machining tolerances, and head casting rigidity. The enclosure alone does not ensure alignment. Radial drilling machines position the drill head along the arm to access multiple drilling locations on large workpieces. Compact drilling machines mount the drill head directly at the top of the column to conserve space and simplify alignment. Power transfer stability and rotational control originate from the integrated design of the drill head.
5. Worktable
A worktable is the mounting platform that supports and positions the workpiece during drilling operations. The surface incorporates T-slots that accept bolts, clamps, and fixtures for secure workholding. Adjustable worktables permit tilting or rotation to accommodate angled hole requirements. Smaller sensitive drilling machines use worktables that slide vertically along the column to adjust spindle-to-work distance. Effective workpiece stability depends on table rigidity combined with proper clamping, fixture alignment, and surface condition when using a worktable.
6. Feed Mechanism
A feed mechanism regulates the downward advancement of a drill bit into a workpiece during drilling operations. The system controls penetration rate to match cutting conditions and tool capability. Manual drilling machines rely on hand levers to apply axial feed through operator input. Power feed systems use mechanical or electromechanical drives to deliver consistent feed motion during cutting. Controlled feed progression supports stable chip formation and limits excessive cutting forces. Feed selection influences surface finish, tool life, and dimensional accuracy. Effective drilling performance depends on coordinated feed regulation, spindle speed, tooling condition, and machine rigidity when using a feed mechanism.
7. Spindle
A spindle functions as the rotating element that drives the cutting tool during drilling operations. Mechanical power enters the spindle from the drive system and converts into controlled rotational output at the tool interface. Internal support elements maintain rotational stability and reduce deviation under cutting load. Industrial drilling machines secure large tooling directly within tapered spindle bores, while compact systems rely on chuck-mounted connections. Axial motion occurs when the spindle advances with the quill to engage the workpiece. Cutting consistency and hole quality depend on structural stiffness, rotational balance, alignment precision, and speed regulation associated with the spindle.
8. Chuck
A chuck secures the drill bit to the spindle to enable torque transmission during drilling operations. The mechanism grips cylindrical tool shanks through adjustable jaws that center the cutting tool along the spindle axis. Keyed chuck designs use a tightening key to apply higher clamping force for demanding drilling conditions. Keyless chuck versions permit rapid tool changes through manual tightening. Three jaw configurations provide self centering capability for round shanks. Clamping performance depends on jaw condition, tightening method, and spindle compatibility when using a chuck.
9. Electric Motor
An electric motor generates the rotational force required to drive drilling operations. The motor converts electrical energy into mechanical torque delivered to the spindle through the transmission system. Single phase motors commonly power small benchtop drilling machines. Three phase motors supply higher torque output suitable for industrial drilling equipment. Motor power ratings vary based on machine size, load requirements, and intended application. Induction motor designs support continuous duty operation and stable performance. The motor mounts to the machine head or frame to transmit power efficiently. Cooling systems dissipate heat generated during operation. Drilling capability depends on motor output combined with transmission ratio, spindle design, tooling selection, and cutting parameters when using an electric motor.
10. Power Transmission System
A power transmission system transfers mechanical energy from the drive motor to the spindle during drilling operations. Mechanical elements define the speed and torque ratio delivered to the spindle based on selected configuration. V belt and pulley arrangements permit simple mechanical speed adjustment through ratio changes. Gear drive systems deliver higher torque output suited for heavy drilling applications. Stepped pulleys provide discrete speed ranges through belt repositioning. Timing belts transmit motion without slip when accurate speed transfer is required. Transmission components distribute load and reduce shock during cutting engagement. Spindle performance depends on transmission condition, motor characteristics, load demand, and maintenance practices when operating a power transmission system.
11. Speed Control Mechanism
A speed control mechanism adjusts spindle rotational velocity to suit drilling conditions. The system enables RPM selection based on calculated cutting speed derived from drill diameter and workpiece material properties. Variable frequency drives provide electronic speed adjustment by controlling motor output. Stepped pulley arrangements offer discrete mechanical speed changes through belt repositioning. Lower rotational speeds support drilling operations that require higher torque and controlled heat generation. Higher rotational speeds support efficient cutting in materials with lower cutting resistance when tool diameter permits. Proper speed selection limits cutting edge wear and thermal concentration. Effective drilling performance depends on coordinated speed control, motor capability, transmission design, and tooling selection through a speed control mechanism.
12. Quill
A quill moves the spindle vertically without requiring movement of the entire drill head during drilling operations. The cylindrical sleeve guides the quill to allow controlled vertical travel toward the workpiece. Hand levers or powered feed mechanisms drive quill movement during tool engagement. Retraction springs return the quill to the upper position after drilling. Precision ground contact surfaces support smooth and consistent motion. In many drill press designs, the spindle rotates within bearings located inside the quill; the quill itself is a non-rotating sleeve that supports and guides the spindle assembly Rack and pinion mechanisms convert handle rotation into linear quill travel. Controlled clearance within the assembly supports stable tool positioning and consistent drilling depth when using a quill.

A drilling machine is a machine tool designed to produce round holes and perform related hole-finishing operations through controlled rotary motion and axial feed of a cutting tool into a fixed workpiece. Its base and column provide stiffness and mass to resist deflection and chatter, while the drill head houses the motor, spindle, and transmission that deliver selectable torque and RPM; the quill and feed mechanism provide guided vertical motion so cutting edges shear material rather than rub or wander. Worktables with T-slots, vises, and fixtures restrain the workpiece against thrust and torque reaction, preserving concentricity and positional accuracy, and depth stops enforce consistent blind-hole depths in production cycles. Coolant or lubrication systems manage thermal load and improve chip evacuation through the flutes, reducing edge wear and improving surface finish. Variants such as bench/sensitive drills prioritize small-hole control, upright and radial drills accommodate heavier parts and reach, multi-spindle and gang drills accelerate repeat patterns, CNC drills coordinate axes for high positional accuracy, and core drilling rigs use hollow diamond bits and water delivery to cut large apertures in concrete with controlled heat and dust.
13. Depth Stop
A depth stop limits the vertical travel of the quill to control drilling depth during machining operations. The component supports consistent blind hole depth across repeated drilling cycles. Adjustable collars or threaded rods set a physical limit that restricts further quill movement once the preset depth is reached. Configurations incorporate scale markings or digital readouts to indicate tool position relative to the work surface. Depth control reduces over drilling risk during repetitive production tasks. Performance depends on adjustment resolution, locking stability, machine rigidity, and calibration accuracy when using a depth stop.
14. Coolant System
A coolant system delivers cutting fluid to the machining zone to manage heat generation and assist material removal during drilling operations. Pump assemblies circulate fluid from a reservoir through delivery lines to the cutting interface. Stored coolant supports repeated use through filtration and recirculation. Adjustable nozzles direct fluid toward the drill bit to improve heat transfer efficiency. Coolant flow assists chip evacuation from the hole and limits thermal concentration at the cutting edges. Industrial drilling machines integrate coolant systems to support stable cutting conditions during continuous operation. Lubrication properties of the fluid reduce friction at the tool workpiece interface. Routine maintenance includes filter cleaning and fluid monitoring to sustain consistent delivery. Thermal regulation and chip evacuation rely on coordinated coolant system performance.
15. T-Slots
T-slots provide standardized mounting channels on the drilling machine worktable to support workholding arrangements. The inverted T shaped profile retains bolts, clamps, and fixture components during machining. Standardized slot dimensions permit compatibility with universal clamping hardware. Fasteners slide along the slot length to position vises, jigs, and workpieces accurately. Table material and slot geometry support resistance to clamping loads during drilling operations. Slot condition influences clamping stability and setup flexibility. Routine maintenance involves debris removal to maintain smooth fastener movement. Workholding adaptability and table functionality depend on dimensional integrity and cleanliness of T-slots.
16. Clamping Device or Vise
A clamping device or vise secures the workpiece to resist cutting forces during drilling operations. Hardened jaws apply uniform pressure to restrict rotation and vertical lift under axial loading. Mounting hardware fastens the vise to machine table T slots to maintain positional stability during cutting. Precision ground bases support level workpiece orientation relative to the spindle axis. Swivel mechanisms allow angled hole drilling when application requirements demand repositioning. Adequate clamping force limits displacement and vibration during tool engagement. Stable workholding contributes to controlled drilling conditions and repeatable hole geometry when supported by proper setup using a clamping device or vise.
17. Control Panel
A control panel provides a centralized interface for managing drilling machine operation and monitoring system status. Switches and push buttons control spindle engagement, coolant activation, and feed initiation during machining cycles. Emergency stop functions allow immediate shutdown under abnormal operating conditions. Digital displays present real-time spindle speed and operating parameters for process monitoring. Advanced panels integrate Computer Numerical Control (CNC) interfaces to support automated cycle execution. Clearly labeled controls identify functions for operational clarity. Ergonomic layout supports efficient access during machining tasks. Circuit breakers protect electrical circuits from overcurrent conditions including overload and short circuit. Coordinated machine control depends on integrated panel functions, electrical systems, control logic, and operator input through a control panel.
18. Guideways
Guideways provide precise linear paths that control movement of the drill head and worktable along defined machine axes during drilling operations. Precision ground contact surfaces reduce friction and support smooth axis travel under applied loads. Linear rail systems or dovetail slide designs maintain alignment during repeated motion cycles. Proper lubrication limits wear at sliding interfaces and preserves positional consistency. Guideway performance depends on assembly stiffness, mounting accuracy, and load distribution during cutting. Positional accuracy relies on straightness and parallelism of the guide tracks. Accurate tool entry and stable motion result from coordinated alignment of guideways, spindle geometry, and machine structure when using guideways.
19. Bearings
Bearings support rotating spindles and shafts by reducing friction and stabilizing motion during drilling operations. Rolling element designs enable smooth rotation under high speed conditions when properly lubricated. Ball bearing arrangements manage radial loads in light and medium duty machines. Tapered roller configurations accommodate combined radial and axial thrust in heavy drilling equipment. Bearing performance depends on material properties, heat treatment, load capacity, and lubrication conditions. Correct fitment limits spindle runout and vibration during cutting. Lubrication protects rolling elements from wear and surface fatigue. Maintenance practices support stable operation, controlled noise levels, and long term motion reliability when using bearings.
20. Lubrication System
A lubrication system maintains smooth machine operation by delivering protective fluid to contact surfaces during drilling activity. Distribution methods rely on hand-operated pumps or automated metering units that release lubricant in measured quantities. Internal passageways guide oil or grease toward components exposed to sliding or rolling motion. Controlled lubrication reduces surface contact resistance and stabilizes operating temperature. Enclosed delivery paths limit contamination from debris and cutting fluid. Visual indicators allow condition checks without disassembly. Reliable motion control and component longevity depend on routine servicing supported by a lubrication system.
21. CNC Controller
A Computer Numerical Control (CNC) controller manages drilling operations by processing digital instructions that regulate axis motion, spindle speed, and feed control. Programmed tool paths direct spindle and axis movement with repeatable positional accuracy during machining cycles. Feedback loops monitor spindle rotation and axis position through encoder input to support closed loop correction. Operator interfaces allow coordinate entry, parameter adjustment, and program selection. Internal memory stores machining programs for repeat production runs. Control software generates motion commands based on defined machining parameters. Sensor feedback returns to the processor for corrective adjustment during execution. Process coordination and operational visibility depend on controller performance, feedback accuracy, and interface when using a CNC controller.
22. Servo Motors
Servo motors provide precise motion control for machine axes during drilling operations through closed loop feedback regulation. Control signals from the CNC controller govern motor speed, torque output, and positional response. High torque availability at low rotational speed supports controlled tool feed and stable drilling engagement. Integrated encoders deliver continuous position feedback to correct motion deviations during operation. Power transmission occurs through ballscrews that convert rotary motion into linear axis travel. Motion performance during drilling depends on servo tuning, encoder resolution, ballscrew condition, controller response, and structural rigidity when using servo motors.
23. Linear Scales and Encoders
Linear scales and encoders provide continuous positional feedback for machine tool motion control during drilling operations. Electronic sensing elements track linear axis displacement and rotational movement to determine tool location relative to programmed coordinates. Feedback signals allow real-time positional correction by the machine controller during motion execution. Glass scale assemblies supply high resolution measurement data for table and axis travel monitoring. Rotary encoders track spindle speed and angular position during cutting engagement. Protective covers shield sensing components from chip and coolant exposure. Automated machining systems rely on coordinated feedback, calibration accuracy, and mechanical stability when using linear scales and encoders.
24. Automatic Tool Changer (ATC)
An automatic tool changer (ATC) enables unattended tool exchange during machining operations to support continuous production cycles. A rotating carousel or chain magazine stores multiple drill bits and reamers for sequential access during programmed operations. Control commands trigger tool selection, transfer, and clamping during cycle execution. Sensor systems verify proper tool seating before spindle rotation resumes to prevent positioning errors. Automated exchange shortens non-cutting time of operations. CNC machining centers integrate ATC systems to support efficient tool sequencing and uninterrupted machining workflows when using an automatic tool changer (ATC).
25. Chip Tray and Chip Conveyor
A chip tray and chip conveyor manage machining waste by directing metal shavings away from the cutting area during drilling operations. Sloped tray surfaces guide chips toward designated collection zones to prevent accumulation near active components. Motorized conveyor systems transport swarf continuously without interrupting machining cycles. Integrated strainers separate coolant from solid debris to support fluid recirculation. Consistent chip removal limits interference with guideways and moving assemblies. Controlled waste handling supports stable machine operation, reduced downtime, and organized work conditions during extended drilling cycles when using a chip tray and chip conveyor.
"A simple, manual drill press is a staple in most machine shops. They're cheap, versatile, and useful. Why not have one on hand; it's going to make the job easier when you really need it!"
What Are the Uses of a Drilling Machine?
The uses of a drilling machine are listed below.
- Drilling holes: Drilling holes produces cylindrical openings through combined rotational motion and axial feed. The operation prepares components for fasteners, pins, and alignment features in mechanical assemblies.
- Reaming: Reaming improves dimensional accuracy and surface finish of an existing drilled hole. Multi edged reamers remove minimal material to achieve tight tolerance control.
- Tapping: Tapping creates internal screw threads inside a pre drilled hole. Rotating taps generate threads that match standardized fastener pitches.
- Counterboring: Counterboring enlarges the entrance of a hole with a flat bottom recess. The operation allows fastener heads to sit below the surface.
- Countersinking: Countersinking forms a conical recess at the top of a hole. The geometry accommodates flat-head screws for flush seating.
- Spot facing: Spot facing produces a flat machined surface around a hole on uneven material. The operation ensures proper seating of bolt heads or washers.
- Boring: Boring enlarges and corrects existing holes using a single point cutting tool. The process improves alignment and dimensional accuracy.
- Trepanning: Trepanning separates a solid core by cutting an annular groove. The method creates large diameter holes with reduced material removal.
- Core drilling: Core drilling removes cylindrical sections from concrete, masonry, or stone using hollow cutting tools. The process supports large diameter hole creation in construction applications.
- Chamfering: Chamfering removes sharp edges at hole entrances by forming a beveled edge. The feature improves safety and assembly fit.
- Deburring: Deburring removes residual burrs and sharp projections after drilling. Smooth edges improve part safety and mating accuracy.
- Polishing (with attachments): Polishing uses abrasive attachments as an auxiliary operation to improve surface appearance. The process supports cosmetic finishing rather than precision machining.
- Sanding (with attachments): Sanding smooths surfaces or removes coatings using abrasive drums or discs. The operation supports surface preparation tasks.
- Mixing (with attachments): Mixing uses spindle mounted paddles for limited agitation tasks. The application is an auxiliary use rather than a primary drilling function.
What Operations Can Be Performed Using a Drilling Machine?
The operations that can be performed using a drilling machine include drilling, reaming, tapping, boring, countersinking, and related hole finishing processes. Rotary cutting combined with controlled axial feed produces round openings across a wide range of materials. Dimensional refinement occurs when finishing tools smooth and size previously drilled holes. Threaded features form when cutting tools generate internal helical profiles. Hole enlargement and alignment correction result from single-edge cutting passes. Flat bearing surfaces develop around holes to support fastener seating. Large diameter openings form efficiently through annular material separation. Edge preparation removes sharp transitions at hole entrances. Automated drilling equipment completes operations consecutively through programmed motion and coordinated tooling.
How Is Drilling Used in Metal Fabrication Processes?
Drilling is used in metal fabrication processes to create precise holes for mechanical fasteners and assembly joints. Metal workers rely on high-speed drills to penetrate steel plates and aluminum extrusions. Precision holes permit the alignment of structural components during the welding or bolting phase. Industrial machines penetrate hardened alloys using tungsten carbide bits. The process prepares workpieces for subsequent operations (threading and tapping). CNC centers automate hole placement across large metal sheets to eliminate human error. Coolant systems prevent thermal damage to the metal surface during heavy cutting. Multiple holes created in sequence reduce the weight of heavy components without compromising structural integrity. Fabrication shops employ radial drills to accommodate oversized parts that do not fit on standard worktables.
How Is a Drilling Machine Used in Woodworking Applications?
A drilling machine is used in woodworking applications by creating controlled cavities for joinery, hinges, and fasteners. Benchtop drill presses produce accurate vertical holes in hardwood and softwood components. Forstner bits generate flat bottom recesses required for concealed cabinet hinges. Spade bits remove material efficiently to form wiring pathways through thick timber sections. Mortising attachments support progressive material removal to form square or rectangular joinery features when paired with appropriate tooling. Depth stops regulate blind hole depth for precise dowel placement. Abrasive drum attachments permit light sanding under controlled conditions. Adjustable worktables allow angled drilling for custom furniture construction.
How Does Drilling Support Construction and Installation Tasks?
Drilling supports construction and installation tasks by enabling controlled hole creation for fastening, anchoring, and material routing. Construction activities apply drilling to form anchor points in concrete, masonry, steel, and wood structures. Drilled holes allow placement of anchor bolts that secure steel beams to foundations. Core drilling forms cylindrical samples and large diameter openings within concrete assemblies. Pipe installation requires drilled pathways through walls and joists to route mechanical systems. Electrical installation relies on drilled passages to accommodate conduit placement. Magnetic drilling machines support hole creation on ferrous structural steel when adequate magnetic adhesion and surface conditions exist. Diamond tooling supports abrasive penetration of stone and tile under controlled cutting conditions.
How Are Drilling Machines Used in Automotive and Mechanical Repair?
Drilling machines are used in automotive and mechanical repair by supporting precise hole making, thread restoration, and component modification tasks. Repair operations apply drilling to remove broken fasteners, correct damaged bolt holes, and prepare surfaces for rethreading or bushing installation. Bench and upright drilling machines restore alignment in brake components, engine blocks, and suspension parts. Controlled spindle speed and feed allow accurate drilling in steel, cast iron, and aluminum components. Drilling operations assist bearing replacement, exhaust repair, and mounting bracket fabrication. Consistent hole placement supports proper part fitment and reliable mechanical assembly during repair procedures.
How Is Drilling Applied in Electronics and PCB Manufacturing?
Drilling is applied in electronics and printed circuit board (PCB) manufacturing by creating through-holes and mechanically drilled vias that enable component insertion and multilayer electrical interconnection, while microvias in modern HDI boards are typically formed using laser drilling systems. Automated micro drilling machines perforate printed circuit boards with high hole density and precise positional control. Micro-diameter carbide drill bits penetrate fiberglass reinforced laminates under controlled spindle speed and feed conditions. Through-holes support solder attachment of electronic components to conductive pads. Vias establish electrical continuity of internal copper layers within the PCB stack. Optical alignment systems guide accurate pad centering during drilling engagement. Dust extraction systems remove abrasive fiberglass particles to protect spindle assemblies. Controlled tool motion limits delamination and preserves board integrity across production units.
How Does Drilling Contribute to Industrial Manufacturing Workflows?
Drilling contributes to industrial manufacturing workflows by supporting automated high volume hole making within production lines. Multi spindle drilling heads perform parallel hole operations when fixture layout and spindle spacing allow synchronized cutting. CNC machining centers integrate drilling with milling and turning to reduce total cycle duration across multi operation parts. Automated tool changers enable rapid drill replacement to support uninterrupted machining cycles. Industrial robots position components with repeatable accuracy beneath drill heads for consistent alignment. Process monitoring systems track tool position and operating conditions during drilling. Chip evacuation systems maintain clear cutting zones to avoid interruption. Drilling operations commonly occur before assembly stages and followed by in process or post-process inspection depending on production requirements.
What Materials Can Be Processed Using a Drilling Machine?
The materials that can be processed using a drilling machine are listed below.
- Metals: Material removal remains effective because metallic bonds permit controlled plastic deformation and shearing under cutting forces in metals (iron alloys, aluminum alloys).
- Wood: Clean hole formation remains achievable because fibrous grain structure separates cleanly when sharp cutting edges are applied in wood (oak, pine).
- Plastics: Controlled drilling remains achievable because thermoplastics permit chip formation when heat generation is limited in plastics (acrylic, polycarbonate).
- Composites: Accurate drilling remains achievable because reinforced layers permit material removal when tool geometry and feed minimize delamination in composites.
- Ceramics: Material penetration remains achievable because abrasive cutting removes material through micro-grinding rather than ductile deformation in ceramics.
- Glass: Hole creation remains possible because diamond abrasion combined with lubrication limits crack propagation in glass.
- Concrete: Drilling remains achievable because impact and abrasion fracture cement matrix and aggregates in concrete.
- Masonry: Penetration remains practical because hard cutting edges resist abrasion in masonry (brick, mortar).
- Stone: Precise openings remain achievable because diamond tools abrade crystalline mineral structures in stone (granite, marble).
- PCB materials: Through-hole and standard via formation remain reliable because FR-4 and G10 laminates support precise mechanical drilling, while microvias in modern high-density PCB materials are typically produced using laser drilling systems.
- Rubber: Hole creation remains achievable because sharp tools and controlled support reduce tearing in rubber.
- Foam: Controlled penetration remains achievable because low-density cellular structures collapse under low axial load in foam (polyurethane, polystyrene).
- Laminates: Clean drilling remains achievable because layered surfaces resist chipping when supported during cutting in laminates (Formica, Melamine).
What Are the Different Types of Drilling Machines?
The different types of drilling machines are shown in the table below.
1. CNC Drilling Machine
A Computer Numerical Control (CNC) drilling machine produces holes through programmed spindle motion and coordinated axis control (metal parts, composite panels). Machine architecture integrates a CNC controller, spindle assembly, linear motion axes, workholding fixtures, and precision tool holders to support accurate positioning during drilling operations. Automated control manages drilling, tapping, countersinking, and reaming under defined speed and feed parameters. CNC drilling systems are applied in batch and volume production where consistent hole location is required across multiple parts. Process performance depends on control resolution, axis calibration, spindle condition, tooling quality, fixture stability, program validation, and controlled operating parameters when using a CNC drilling machine.
2. Sensitive Drilling Machine
A sensitive drilling machine provides direct tactile feedback to support controlled drilling of small diameter holes (thin metals, plastics). Machine structure consists of a balanced spindle, light hand lever, vertical column, and precision chuck that transmits cutting resistance during tool engagement. Manual feed control enables slow penetration for delicate drilling and light reaming operations. Typical applications include fine hole creation for watch components and electronic assemblies. Process performance depends on feed sensitivity, spindle smoothness, tool condition, alignment accuracy, and stable setup conditions when operating a sensitive drilling machine.
3. Radial Drilling Machine
A radial drilling machine features a movable arm that positions the drill head across large workpieces (steel plates, engine castings). Machine configuration includes a massive base, vertical pillar, horizontal radial arm, and sliding drill head assembly to provide extended reach. Arm rotation and head travel enable drilling, boring, and tapping under high torque conditions without frequent workpiece movement. Common applications include heavy fabrication and large component machining. Process capability depends on arm rigidity, locking accuracy, spindle power, fixture stability, and controlled feed motion when operating a radial drilling machine.
4. Upright Drilling Machine
An upright drilling machine operates as a floor-mounted system for medium to large-scale hole production (pillar drills, pedestal machines). Machine construction includes a heavy cast iron base, tall vertical column, adjustable worktable, and geared drive head to support elevated cutting loads. Operations include drilling, reaming, and spot facing on steel and cast iron components. Structural rigidity supports resistance to axial forces during cutting engagement. Process performance depends on column alignment, spindle stability, table positioning, tooling condition, and controlled feed when operating an upright drilling machine in industrial workshop environments.
5. Gang Drilling Machine
A gang drilling machine arranges multiple drill heads along a shared worktable to perform sequential machining operations on a single workpiece (drilling, reaming, tapping). Machine structure incorporates independent spindles, individual motors, common table alignment, and coordinated feed mechanisms to support multi station processing. Each station performs a dedicated operation as the workpiece is repositioned along the table. Typical manufacturing applications include metal components requiring repeated hole sequences within one setup. Process performance depends on station spacing accuracy, spindle alignment, feed consistency, fixture rigidity, and controlled workpiece transfer when operating a gang drilling machine.
6. Deep-Hole Drilling Machine
A deep-hole drilling machine produces apertures with high depth to diameter ratios through guided cutting and controlled axial motion (gun barrels, oil field components). Machine configuration incorporates a horizontal bed, high-pressure coolant pumps, guide bushings, and extended length drill tools to stabilize penetration. Pressurized coolant enables internal chip evacuation and thermal management during deep drilling cycles. Typical applications include aerospace, energy, and defense components requiring long bore formation. Process performance depends on guide support accuracy, coolant delivery consistency, spindle alignment, tooling condition, and regulated feed motion when operating a deep-hole drilling machine.
7. Multiple-Spindle Drilling Machine
A multiple-spindle drilling machine performs parallel hole production through a clustered spindle head that drives cutting tools simultaneously (engine blocks, flanges). Machine construction integrates a main drive gear, universal joints, a cluster plate, and multiple spindles to distribute motion from a common power source. Simultaneous drilling reduces total machining time for repeated hole patterns. Manufacturing applications include automotive and heavy equipment production lines with consistent layout requirements. Process capability depends on spindle alignment, feed balance, tooling condition, and fixture rigidity when operating a multiple-spindle drilling machine.
8. Portable Drilling Machine
A portable drilling machine enables hole making operations across varied locations without fixed installation (field assembly, maintenance work). Device construction includes a compact electric or pneumatic motor, trigger switch, keyed or keyless chuck, and portable power supply through corded or battery sources. Functional capability supports drilling in wood and metal, with masonry drilling achieved when impact mechanisms and suitable bits are applied. On site applications include fastening preparation, bracket installation, and equipment assembly. Process effectiveness depends on motor output, accessory selection, battery capacity, and operator control when using a portable drilling machine.
9. Micro Drill Press
A micro drill press provides high-speed rotation for drilling holes below one millimeter in diameter (precision parts, miniature assemblies). Machine configuration includes a high-frequency motor, sensitive manual feed handle, micro-precision chuck, and optical magnification aids to support accurate tool positioning. Controlled feed motion and stable spindle rotation enable micro hole creation in delicate materials. Typical applications include drilling operations for watch components, medical instruments, and miniature circuit boards. Process performance depends on feed sensitivity, spindle runout control, tooling condition, and vibration management when operating a micro drill press.
10. Turret-Type Drilling Machine
A turret-type drilling machine performs multiple machining operations through a rotating tool turret positioned above the worktable (drilling, reaming, tapping). Machine configuration integrates an indexing turret, controlled feed system, rigid spindle assembly, and stable work support to maintain positional accuracy. Sequential tool positioning allows multiple operations to occur without manual tool replacement. Common manufacturing applications include alloy components requiring repeated hole operations within a single setup. Process effectiveness depends on turret indexing precision, spindle alignment, feed consistency, and fixture stability when operating a turret-type drilling machine in batch production environments.
11. Bench Drilling Machine
A bench drilling machine is a compact tabletop drilling system for light-duty hole making tasks (small metal parts, wood components). Machine construction includes a short vertical column, base plate, adjustable worktable, and belt-driven spindle for speed variation. Typical operations include drilling and countersinking within limited material thickness. Auxiliary attachments permit light surface finishing under controlled conditions. Small workshops and prototyping environments apply bench drilling machines where space constraints and moderate drilling requirements exist. Market pricing ranges within [$200 to $1200] depending on capacity, features, and build quality of a bench drilling machine.
12. Pillar Drilling Machine
A pillar drilling machine supports drilling of large workpieces positioned on the floor through a tall vertical column (agricultural frames, construction machinery). Machine construction includes a heavy base, extended pillar, adjustable worktable, and high torque motor to manage elevated cutting loads. Increased vertical reach accommodates oversized components requiring clearance and stable support. Common manufacturing applications include drilling and reaming operations on heavy fabricated parts. Process performance depends on column stiffness, spindle alignment, table rigidity, tooling condition, and controlled feed motion when operating a pillar drilling machine in industrial fabrication environments.
13. Magnetic Drilling Machine
A magnetic drilling machine secures to ferrous surfaces using an electromagnetic base to stabilize drilling operations (structural steel, I beams). Machine design integrates an electromagnet, compact drive motor, linear guide system, and onboard coolant reservoir to support controlled cutting. Magnetic holding force enables drilling on vertical, horizontal, and overhead surfaces when material thickness and surface condition permit secure adhesion. Common applications include steel fabrication, bridge construction, and field installation work. Process effectiveness depends on magnetic force strength, spindle alignment, feed control, tool selection, and surface cleanliness when operating a magnetic drilling machine.
14. Automatic Drilling Machine
An automatic drilling machine performs drilling operations with minimal manual intervention to support high-volume part production (automotive fasteners, appliance components). Machine configuration integrates a digital control unit, automatic feed system, dedicated clamping fixtures, and chip evacuation equipment to sustain continuous cycles. Programmed sequences regulate tool positioning, feed progression, and depth control during operation. Manufacturing environments deploy automatic drilling systems to support repeatable hole placement and stable production flow. Process capability reflects control accuracy, mechanical reliability, tooling condition, and coordinated material handling when operating an automatic drilling machine.
15. Semi-Automatic Drilling Machine
A semi-automatic drilling machine combines manual workpiece loading with automated execution of the drilling cycle (power-feed drill presses, semi-automated boring units). Machine configuration includes an automatic feed clutch, manual clamping system, vertical column, and drive motor to control tool advancement. Automated feed regulates penetration depth and feed rate once the cycle begins. Common applications include drilling and tapping operations for metal components produced in medium batch quantities. Process capability depends on feed mechanism consistency, clamping security, tooling condition, and cycle control when operating a semi-automatic drilling machine.
16. Vertical Drilling Machine
A vertical drilling machine operates with the cutting axis aligned normal to the table surface to allow direct axial penetration into a workpiece. Structural elements include an upright support column, a mounted spindle assembly, a flat positioning table, and a load-bearing base that maintains geometric stability. The vertical arrangement allows straightforward setup and consistent tool engagement during machining. Common applications focus on straightforward hole production and entry finishing tasks in fabrication settings. Operational performance reflects spindle smoothness, feed regulation, tool sharpness, and workpiece restraint when operating a vertical drilling machine.
18. Core Drilling Machine
A core drilling machine removes a cylindrical section of material using a hollow drill bit that cuts along the perimeter rather than across the full diameter. The core drilling machine employs a tubular cutting tool fitted with carbide or diamond segments that produce annular cutting action and leave a solid core inside the bit. The process reduces cutting force, heat generation, and power demand compared to solid drilling of equal diameter. Industrial applications include concrete coring, asphalt sampling, geological extraction, and large diameter metal boring exceeding 25 mm. Rotational speeds range from 300 to 3,000 rpm, depending on material hardness and bit size. Dimensional accuracy depends on spindle alignment, feed control, and rigid base support during operation in a core drilling machine.
19. Gun Drilling Machine
A gun drilling machine produces long, straight holes by combining guided tool motion with internal high-pressure coolant delivery. Machine construction centers on a rigid pressure head, precision guide bushing, coolant filtration unit, and an extended single-lip drilling tool that stabilizes cutting action. Internal coolant flow evacuates chips continuously while supporting thermal control deep within the bore. Industrial usage focuses on components that demand exceptional straightness and surface integrity across extended lengths. Manufacturing performance reflects guide accuracy, coolant pressure stability, tool geometry, and alignment control throughout deep-hole machining when using a gun drilling machine.
20. BTA Drilling Machine
A Boring and Trepanning Association (BTA) drilling machine performs deep-hole machining by applying an internal chip evacuation method for large-diameter bores. The operating principle follows standards established by the Boring and Trepanning Association, which define tool guidance and fluid-assisted chip transport. Machine architecture incorporates a pressure head, hollow drill tube, high-capacity coolant pumps, and a chip removal system that transports material away from the cutting zone. Pressurized cutting fluid flows of the tool and bore wall to stabilize cutting and carry chips outward. Industrial applications include machining thick-walled cylinders and tubular components that require long, straight internal passages. Operational effectiveness depends on coolant pressure control, tool alignment, system rigidity, and continuous chip management when using a BTA drilling machine.
21. Trepanning Drilling Machine
A trepanning drilling machine cuts an annular groove to separate a solid core from large workpieces (hollow shafts, pipe blanks). Machine configuration includes a circular ring cutter, heavy bed structure, high-torque drive motor, and specialized workholding to stabilize large forgings during cutting. Annular cutting reduces the volume of material removed compared to conventional full diameter drilling for large holes. Industrial applications include forging conversion, pipe manufacturing, and heavy mechanical components. Process effectiveness depends on torque capacity, feed control, tool rigidity, and alignment stability when using a trepanning drilling machine.
22. Coordinate Drilling Machine
A coordinate drilling machine locates hole positions through precise X and Y table movement to support accurate layout drilling (jigs, fixtures). Machine construction integrates a precision worktable, high-accuracy lead screws, and digital readout systems to verify positional coordinates during operation. Controlled table motion enables accurate hole placement across complex and closely spaced features. Manufacturing applications include tooling, dies, and precision assemblies requiring strict positional control. Measured coordinate movement supports consistent hole location when combined with calibration accuracy, table stability, and controlled feed during use of a coordinate drilling machine.
23. NC Drilling Machine
An NC drilling machine executes programmed motion through numerical control systems that may use hardwired logic or tape-based input, distinguishing it from modern CNC systems with fully integrated computer processing. Machine architecture incorporates control logic units, drive motors, and conventional drill heads to enable automated positioning and repeatable motion. Repetitive drilling and tapping operations are performed on metal components within established industrial facilities. Operational value centers on basic automation capability, predictable tool paths, and straightforward maintenance practices. Continued application supports legacy production lines where equipment familiarity, process stability, and modernization limitations favor the use of a NC drilling machine.
24. PCB Drilling Machine
A PCB drilling machine supports high-density hole creation in electronic laminates (fiberglass substrates, copper layers). Machine design integrates air bearing spindles, optical alignment sensors, and vacuum extraction systems to maintain positional accuracy during high speed rotation. Mechanical PCB drilling machines primarily produce through-holes and mechanically drilled vias, while microvias in modern high-density interconnect (HDI) boards are typically formed using laser drilling systems. Manufacturing applications include multilayer circuit boards requiring reliable electrical interconnection and uniform hole geometry. Process stability depends on combined factors including spindle precision, alignment accuracy, thermal management, vibration control, and tool condition when using a PCB drilling machine.
25. Glass Drilling Machine
A glass drilling machine supports precise hole creation in brittle materials (mirrors, lenses, architectural panels). Machine design integrates diamond core drilling tools, continuous water delivery systems, specialized low runout spindles, and rubber padded clamping surfaces to stabilize glass during penetration. Controlled drilling action limits crack initiation and edge chipping by maintaining steady cutting engagement. Water flow manages heat generation and removes abrasive glass debris from the cutting interface. Manufacturing applications include optical components, decorative glazing, and structural glass assemblies. Fabrication operations apply controlled drilling conditions to produce clean openings with repeatable dimensional control when using a glass drilling machine.
26. Wood Drilling Machine
A wood drilling machine supports clean hole production in timber and engineered wood panels (hardwood, softwood). Machine design integrates a high-speed spindle, dust extraction interfaces, and specialized clamping systems to stabilize wooden workpieces during drilling. Common manufacturing applications include hinge boring, dowel joint preparation, and cabinet hardware installation. Controlled feed motion limits tear out at hole entry and exit surfaces. Production environments apply a wood drilling machine to achieve repeatable hole placement and stable processing conditions in furniture and cabinetry manufacturing workflows.
27. Multi-Head Drilling Machine
A multi-head drilling machine performs simultaneous hole production by operating multiple spindles on a single workpiece (castings, structural frames). Machine construction integrates independent drive systems, separate spindles, and centralized indexing fixtures to maintain positional control during drilling operations. Parallel drilling reduces total cycle duration by executing multiple hole operations concurrently. Positional consistency depends on spindle alignment, fixture accuracy, and synchronized feed control. Manufacturing environments apply multi-head configurations to support repeatable hole patterns across large production volumes when using a multi-head drilling machine.
28. High-Speed Drilling Machine
A high-speed drilling machine operates at elevated rotational speed to produce small diameter holes in soft materials (aluminum alloys, polymers). Machine design integrates high-frequency spindles, air-based cooling systems, and precision motion controllers to maintain stability during rapid rotation. Manufacturing applications include medical devices and electronic housings requiring refined surface quality and dimensional control. Elevated spindle speed supports higher material removal rate and reduced cycle duration for repetitive production when selecting a high-speed drilling machine.
29. Precision Drilling Machine
A precision drilling machine is engineered to deliver highly controlled hole placement and dimensional consistency for components requiring strict tolerances. System design prioritizes rigid structural elements, finely machined guideways, and spindle assemblies built to sustain stable rotation under load. Motion control relies on high-resolution feedback devices that continuously monitor axis position during drilling cycles. Thermal management features reduce dimensional variation caused by heat buildup during prolonged operation. Manufacturing outcomes include repeatable hole geometry, accurate spacing, and uniform surface quality across complex parts. Performance assessment focuses on spindle concentricity, control resolution, mechanical stiffness, and environmental stability inherent to a precision drilling machine.
What Are the Best Drilling Machines?
The best drilling machines are listed down below.
- John Benzen, JB32MH, Drill Press: The JB32MH is a stationary drilling solution for workshop and fabrication use.The JB32MH emphasizes vertical spindle alignment and rigid construction to support accurate hole placement in metal, wood, composites, ceramics, glass, masonry, and stone. The brand positioning focuses on mechanical reliability and straightforward operation, making the model suitable for general-purpose drilling tasks where repeatability and stability are required. The drill press format supports controlled feed and consistent drilling depth across repeated operations.
- DeWal, DCD794B, Cordless Portable Drilling Machine: The DCD794B prioritizes mobility and flexibility for on-site applications. The Dewal is associated with durable power tools, and the DCD794B model reflects a compact design intended for drilling and fastening in construction and maintenance environments using steel, wood, and masonry. The unit operates without fixed mounting, allowing drilling tasks in confined or elevated locations where stationary machines are impractical. Battery-powered operation supports rapid deployment.
- Ingco, ED2808, Portable Electric Drill: The ED2808 is the best portable electric drilling machine intended for light-duty drilling applications. The brand targets affordability and accessibility, while the ED2808 model supports basic drilling requirements in wood, plastic, and thin metal sections. The machine emphasizes simplicity, handheld operation, and ease of use. The machine type suits repair work, small fabrication tasks, and general-purpose drilling.
How Does a Drilling Machine Work?
A drilling machine works by converting electrical energy into controlled rotational motion that drives a drill bit to remove material from a workpiece. The electric motor generates rotational power, which is transmitted through the power transmission system to the spindle. The spindle holds and rotates the drill bit, while the speed control mechanism regulates spindle speed based on tool diameter and workpiece material. The feed mechanism and quill advance the rotating drill bit axially, applying thrust force that enables the cutting edges to shear material and produce chips. Coolant systems manage cutting temperature and assist with chip evacuation from the drilling zone. Guideways and bearings maintain proper alignment and concentric rotation during operation. The rigid machine structure and base suppress vibration and resist deflection under cutting forces. A clamping device or vise secures the workpiece, ensuring dimensional accuracy and consistent hole geometry throughout the drilling process.
Is a Drilling Machine Essential?
A drilling machine is essential. It is because manufacturing and construction processes depend on controlled hole creation to support fastening and structural assembly. A drilling machine functions as a primary machine tool that produces cylindrical holes in solid workpieces through stable spindle rotation and fixed alignment. Industrial operations require the equipment to achieve dimensional accuracy beyond manual drilling methods. The machine delivers sufficient torque to penetrate hardened alloys and structural metals. Fabrication facilities rely on stationary drilling systems to sustain consistent production speeds. Metalworking performance depends on machine frame rigidity; frames may be constructed from cast iron or other rigid structural materials. Automated drilling units support high-volume production by repeating identical hole patterns across 1000 parts. Mechanical assemblies rely on drilled holes to secure bolts and threaded fasteners. Equipment reliability establishes the drilling machine as a foundational tool in industrial environments.
What Is the Role of the Spindle in Drilling?
The role of the spindle in drilling is to rotate the cutting tool to remove material from the workpiece (carbon steel, aluminum alloys) through controlled motion. The spindle functions as a rotating shaft that transfers mechanical energy from the drive system to the drill bit. Bearing assemblies support the spindle to limit runout and maintain concentric rotation during cutting engagement. Precision spindle construction preserves axial alignment under elevated rotational speeds. Tapered internal interfaces secure large diameter drill bits directly within the spindle bore. Vertical motion occurs through spindle travel inside the quill during tool engagement. Lubrication systems limit friction and thermal rise within spindle bearings. Spindle rigidity influences hole accuracy, dimensional consistency, and final surface finish during drilling operations.
How Does Torque Affect Drilling Performance?
The torque affects drilling performance by supplying rotational force required to overcome material resistance during cutting engagement (carbon steel, alloy steel). Adequate torque sustains drill bit rotation as axial load increases against the workpiece surface. Elevated torque capacity supports large diameter drill operation in materials presenting high cutting resistance. Heavy-duty drilling applications require high torque at reduced rotational speed to maintain cutting stability and prevent tool damage. Insufficient torque leads to spindle stalling and incomplete hole formation. Power transmission components regulate torque delivery at the spindle through mechanical advantage. Direct drive motors provide steady rotational force for precision drilling conditions. Gear reduction assemblies increase available torque for deep hole operations. Stable torque output promotes uniform material removal and consistent surface finish quality.
How Is Rotational Speed (RPM) Selected for Different Materials?
The rotational speed (RPM) selected for different materials is determined by how fast the cutting edge must travel relative to drill size to achieve stable material removal. Materials that resist deformation require slower spindle motion to control heat generation and protect tool geometry. Less resistant materials allow faster rotation that supports smooth cutting and efficient chip release. Tool diameter governs rotational choice because smaller drills need higher rotational motion to maintain cutting effectiveness. Larger drills operate at reduced rotation to avoid excessive edge speed and thermal stress. Machining guidelines supply recommended values derived from material behavior and tool dimensions. Poor speed selection leads to premature tool degradation, inconsistent hole geometry, and surface damage. Spindle speed adjustment relies on mechanical drives or electronic control systems that regulate rotational motion during drilling.
What Is Feed Rate and How Does It Influence Hole Quality?
Feed rate is the linear distance a drill advances per spindle revolution and it influences hole quality through cutting load control and chip formation behavior (carbon steel, aluminum alloys). Feed rate selection governs surface finish by balancing material removal rate against tool contact stability. Elevated feed rates increase production output yet produce rougher internal surfaces due to higher cutting forces. Reduced feed rates improve surface smoothness yet concentrate heat at the cutting edge. Steady feed progression limits burr formation at the hole exit. Automatic feed mechanisms maintain constant advancement and deliver repeatable results. Manual feed control depends on operator input and varies across operations. Excessive feed pressure introduces drill deflection and dimensional error. Coordinated selection of spindle speed and feed rate defines material removal behavior and overall drilling performance.
How Does Thrust Force Impact Drilling Efficiency?
Thrust force impacts drilling efficiency by providing axial load required for cutting edges to penetrate the workpiece material (cast iron, aluminum alloys). Continuous axial loading maintains consistent contact of the drill bit and the cutting zone during material separation. Insufficient thrust produces tool rubbing that raises temperature without effective chip formation. Excessive thrust introduces risks of drill deflection, accelerated edge wear, and workpiece distortion. Structural rigidity within columns and bases absorbs reaction forces generated during drilling engagement. Sharp cutting edges reduce thrust demand and promote stable cutting conditions. Feed mechanisms translate spindle rotation into regulated axial motion. Thrust demand increases with drill diameter growth, requiring controlled application to preserve dimensional accuracy and cutting stability.
What Is Chip Formation and Chip Evacuation?
Chip formation is material separation caused by cutting edges shearing the workpiece into discrete fragments, and chip evacuation describes fragment removal away from the cutting zone (aluminum alloys, cast iron). Chip formation initiates at the drill point once shear stress exceeds material strength. Ductile materials generate long continuous chips that require controlled segmentation. Brittle materials produce short fragmented chips through crack propagation. Chip evacuation proceeds through helical flutes during spindle rotation. Smooth chip flow limits frictional heat concentration at the cutting interface. Coolant delivery systems transport chips away from the hole interior during drilling operations. Obstructed chip paths raise torque demand and accelerate cutting edge degradation. Consistent chip management supports surface finish stability and dimensional consistency.
How Does the Cutting-Edge Geometry Affect Drilling?
The cutting-edge geometry affects drilling by controlling cutting engagement, chip flow behavior, and heat concentration at the tool interface (carbon steel, aluminum alloys). Geometry defines the effective rake and attack angles that govern material shearing efficiency during penetration. Standard point angles (118 degrees, 135 degrees) influence centering behavior and thrust force distribution at entry. Higher point angles distribute cutting loads across a longer edge length, supporting harder material penetration. Lower point angles reduce cutting resistance and improve entry control in softer materials. Relief angles prevent heel rubbing against the hole wall, limiting frictional heat. Helix angle selection regulates chip evacuation rate through the flutes, supporting stable cutting conditions.
What Is the Function of the Quill Mechanism?
The function of the quill provides controlled vertical feed of the rotating spindle toward the workpiece during drilling operations (steel plates, aluminum blocks). A cylindrical sleeve houses spindle bearings and permits linear travel without repositioning the drill head. Manual feed levers transmit operator input to the quill through a rack and pinion system. Retraction springs restore the quill to the raised position after penetration. Depth stop assemblies limit downward travel for blind hole consistency. Precision ground guide surfaces maintain smooth motion and vertical alignment during feed. Minimal clearance within the quill assembly preserves hole location accuracy. External lubrication reduces sliding resistance and supports consistent feed movement.
How Does the Power Transmission System Operate?
The power transmission system operates by transferring rotational energy from the electric motor to the machine spindle through mechanical and electronic components (bench drills, industrial drill presses). Belt and pulley assemblies adjust spindle speed and torque through diameter ratio changes. Gear drives deliver positive mechanical engagement suited to high torque drilling conditions. Variable frequency drives regulate motor speed through electronic control of input frequency. Stepped pulleys enable manual speed range selection through belt repositioning. Tensioning mechanisms maintain proper belt engagement to prevent slip during load changes. Stable power delivery limits vibration transmission and supports consistent surface finish quality. Reliable transmission ensures controlled spindle rotation aligned with tool and material requirements.
How Do Gears, Belts, and Pulleys Affect Speed Control?
Gears, belts, and pulleys affect speed control by altering the transmission ratio of motor output and spindle rotation (steel drilling, aluminum drilling). Gear sets adjust rotational speed through fixed tooth ratios that establish discrete spindle settings. Larger drive pulleys paired with smaller driven pulleys generate higher spindle speeds, while smaller drive pulleys paired with larger driven pulleys reduce spindle speed and increase torque. Large driven pulleys paired to smaller drive pulleys increase torque and reduce spindle speed. Belt drive systems absorb shock during tool engagement and limit sudden load transfer to the motor. Variable pulley assemblies enable continuous speed adjustment across a defined operating range. Speed regulation supports material compatibility and drill diameter selection during drilling operations.
What Is Runout and How Does It Impact Accuracy?
Runout describes deviation between a rotating spindle or cutting tool axis and the theoretical centerline of rotation (steel components, aluminum fixtures). Tool position shifts during rotation when measurable runout exists, reducing positional accuracy during drilling. Total indicated runout quantifies radial displacement of the drill bit during rotation using a dial indicator. Elevated runout generates oversized holes and dimensional variation across repeated features. Off center rotation increases vibration and disrupts stable cutting contact. Spindle bearing wear or chuck damage introduces measurable runout error during operation. Uneven load distribution develops across cutting edges under misaligned rotation. Internal wall surface quality degrades during vibration induced motion. Stable spindle alignment supports accurate hole location and consistent dimensional results.
How Does Tool Alignment Affect Concentricity?
Tool alignment affects concentricity by controlling the positional relationship between the drill bit rotational axis and the intended hole centerline (steel plates, aluminum blocks). Proper alignment directs the drill bit along a consistent axis throughout penetration depth. Perpendicular alignment of the spindle and worktable limits angular deviation during initial contact. Concentricity describes a geometric condition where hole features share a common central axis. Misaligned worktables shift the drill path away from the intended center, reducing positional accuracy. Rigid machine columns maintain drill head orientation relative to the base during cutting. Precision chucks sustain centered tool rotation under spindle motion. Secure clamping restrains workpiece displacement during axial loading, supporting consistent concentric hole geometry.
How Does Lubrication Reduce Friction and Heat?
Lubrication reduces friction and heat by forming a continuous protective film between the cutting tool and the workpiece surface (carbon steel, aluminum alloys). Lubricating oils limit direct metal-to-metal contact during drilling engagement. Reduced friction lowers torque demand and decreases heat generation at the cutting interface. Thermal load decreases as sliding resistance drops along the tool flanks and margins. Lubricants promote smooth chip evacuation through drill flutes, reducing secondary friction. Lower temperature exposure prevents cutting edge softening and maintains hardness stability. Surface finish quality improves as controlled lubrication enables steady tool movement through the material. Soluble oil emulsions deliver combined lubrication and temperature control during drilling operations.
How Does Vibration (Chatter) Affect Surface Finish?
The role of coolant in thermal control involves heat absorption and heat removal generated during drilling operations (steel alloys, aluminum alloys). Elevated spindle speeds generate substantial thermal energy at the drill tip during continuous cutting contact. Coolant fluids (water-based emulsions, oil-based cutting fluids) flood the cutting zone to reduce interface temperature and limit tool edge degradation. Controlled cooling restricts excessive thermal rise at the cutting interface and protects metallurgical properties of the workpiece. Fluid circulation evacuates chips from the hole, reducing frictional heat accumulation. Pump driven delivery systems transfer coolant from reservoirs to directed nozzles at the cutting region. Stable temperature control limits thermal expansion of the cutting tool, supporting dimensional accuracy and extended tool life.
How Does Vibration (Chatter) Affect Surface Finish?
Vibration (chatter) affects surface finish by introducing unstable tool motion that disrupts uniform material removal along drilled hole walls. Repetitive oscillation of the cutting edges and the workpiece generates surface waviness, ridges, and spiral patterns that increase roughness values. Chatter originates from dynamic imbalance within the drilling system, including insufficient rigidity, extended tool length, or degraded cutting edges. Intermittent contact of the tool and material alters cutting forces, which leads to variations in hole diameter and reduced roundness accuracy. Sustained vibration accelerates edge fatigue and promotes uneven wear on the drill bit. Effective surface finish control relies on machine stiffness, rigid fixturing, controlled tool engagement length, and coordinated spindle speed and feed selection that avoid resonance conditions within the drilling system.
How Does Material Hardness Influence Drilling Parameters?
Material hardness influences drilling parameters by defining cutting speed selection, feed rate control, and cutting tool composition (hardened steels, aluminum alloys, engineering plastics). Hardened steels require carbide or cobalt drill bits to maintain edge stability during prolonged cutting exposure. Rotational speed decreases as material hardness increases to limit thermal accumulation at the drill tip and reduce premature tool wear. Materials exhibiting high strength and work hardening behavior require elevated thrust forces to sustain cutting engagement (titanium alloys and austenitic stainless steels). Softer materials support elevated spindle speeds and aggressive feed rates without excessive thermal buildup or tool degradation. Machining parameter selection relies on standardized hardness scales (Rockwell and Brinell) to align tooling strategy with material resistance. Drilling stability depends on machine rigidity to withstand axial loading generated during penetration. Drilling performance reflects a balance of material hardness, thermal behavior, and mechanical capacity, defining practical drilling limits for precision manufacturing applications.
Summary
In this article, we reviewed the parts, types, and different uses of drilling machines.
Here at Xometry, we provide a wide range of manufacturing capabilities, including CNC machining (including drilling) and other value-added services for all of your prototyping and production needs. You can get an instant quote on CNC machining and a whole lot more here at www.xometry.com. Try us out today!
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

