Laser Cutting Settings for Different Materials



Laser cutters are useful machines that can create intricate cuts and patterns with a powerful laser that melts or vaporizes the material being cut. They can be used in both industrial and craft/hobbyist environments to cut materials or to etch or engrave logos, texts, and illustrations on parts. Because of the non-contact nature of laser cutting, a smooth, clean cut is produced every time – regardless of the material used.
From wood, metals, and plastics to glass and gemstones, almost any material can be cut with a laser cutter given the right settings, with the exception of high-reflectivity materials. The optimal laser cutting machine settings depend on several factors, including laser power, speed, pulses per inch (PPI), the number of cutting passes, and material thickness or engraving depth. This article will discuss the laser cutting machine settings for different materials, the machines used for laser cutting, and the safety precautions that must be followed.
What Are the Suggested Laser Cutter Settings for Different Materials?
Laser cutting machine settings will differ depending on the laser’s power rating, wavelength, lens configuration, and the material’s properties (e.g., thickness, density, and composition). The settings in Table 1 serve only as general guidelines. Always consult your machine’s user manual and perform test cuts or engravings on scrap material to validate and fine-tune these settings for your specific setup. Differences in material grade (e.g., cast vs. extruded acrylic) or environmental factors (e.g., humidity, temperature) can also influence the optimal speed, power, and pulses per inch.
Table 1. Example Laser Cutter Settings for Various Materials
What Will Happen if I Don’t Follow the Settings for a Certain Material?
Not following the recommended laser cutting settings for a certain material can lead to safety hazards, including causing fires and leaking hazardous vapors into the air. Besides that, exposure to laser beams can lead to severe eye damage and skin burns without proper personal protective equipment. Do not assume that the settings for one material are the same for another - despite how similar they may be. It is advisable to refer to the user manual of the laser cutter machine to determine the manufacturer’s recommended settings for a particular material or check credible online sources if its settings are not available.
What Are the Machines Used in Laser Cutting?
There are many different types of laser cutting machines - from hobbyist models to machines custom-built for industrial mass production use. There are three main types of lasers used for cutting. Machine settings for a given material will vary based on the type of laser used in the cutting machine. The three types of laser cutters are listed below:
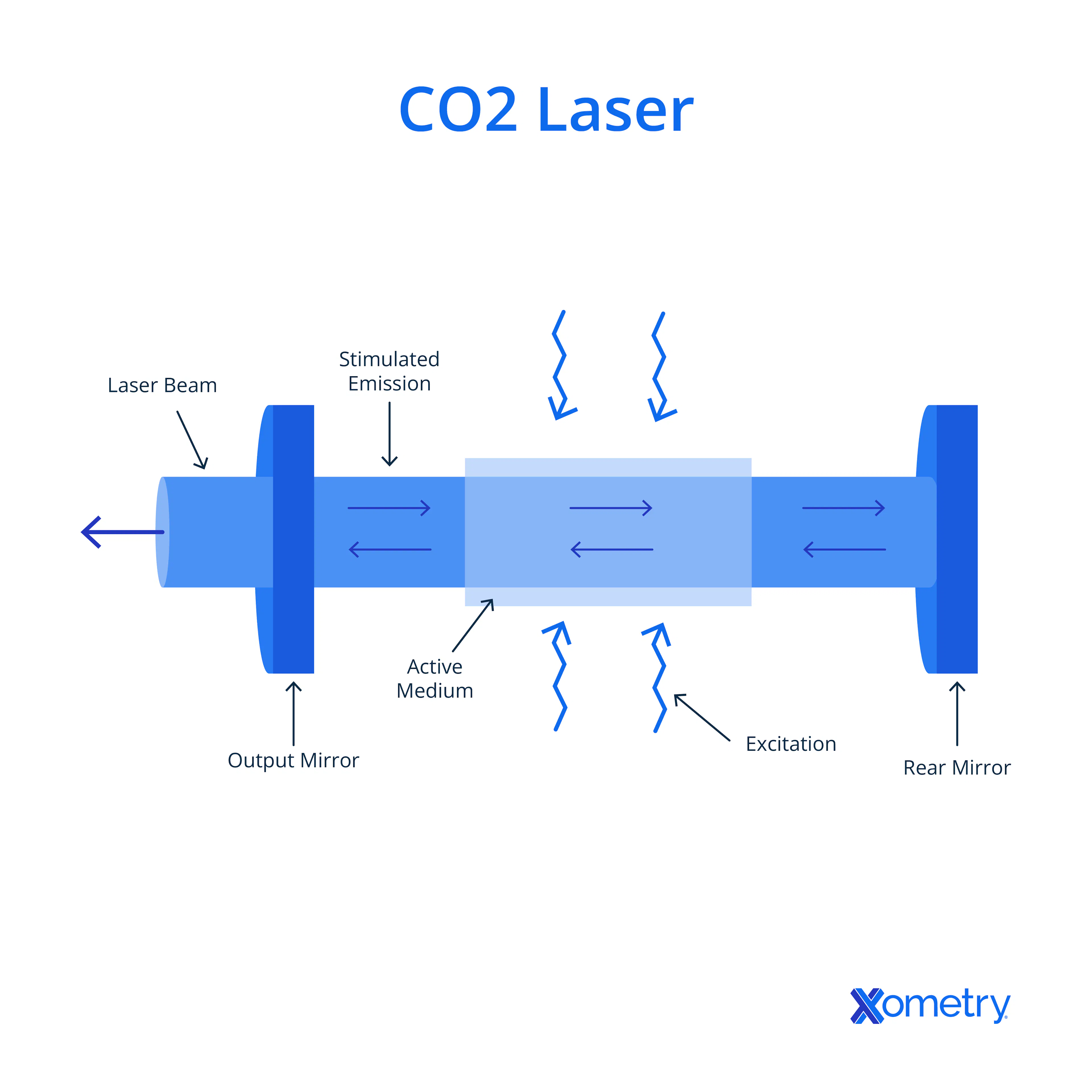
- CO2 Lasers: CO2 lasers work by passing an electric current through a gas mixture-filled tube that helps produce the laser beam. This gas mixture typically contains carbon dioxide, hydrogen, nitrogen, and helium. The tubes have mirrors on both ends - one is fully reflective, while the other is only partially reflective, allowing some light to pass through. After reflecting off the mirrors, this light that is passed through the partially reflected mirror is intensified and is ultimately used to cut and engrave parts. Machines that use CO2 lasers can cut a wide variety of materials but are most often used to cut wood, paper, paper-based products, and acrylics. These lasers are most suitable for non-metallic materials.

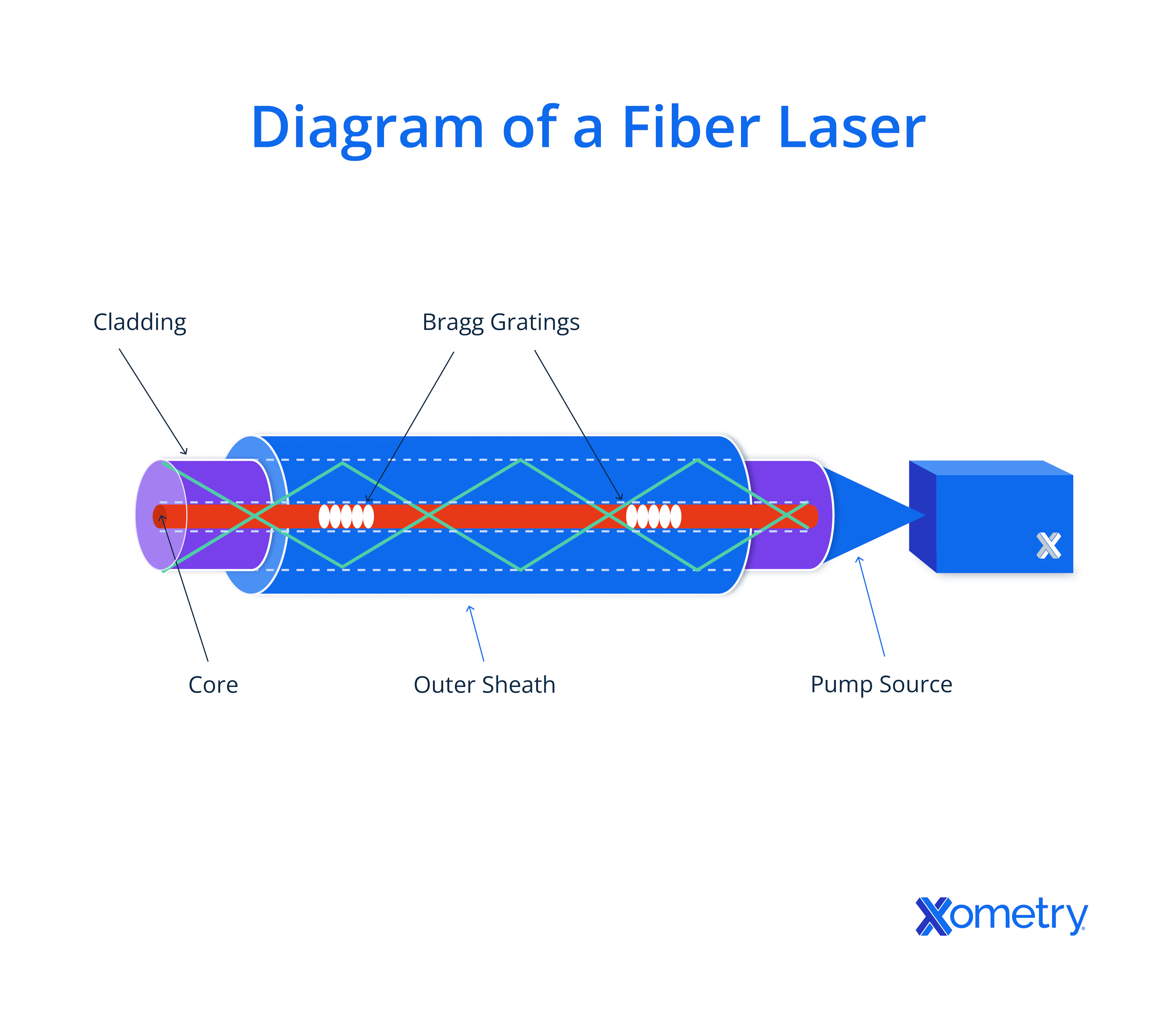
- Fiber Lasers: Unlike CO2 lasers, which use electric current, a gas mixture, and a series of mirrors to create the laser beam, fiber lasers create the laser beam by using special glass fibers that get energy from pump diodes. Fiber lasers are the most expensive of the three types of lasers. They require little maintenance and can be used for up to 25,000 operating hours. These lasers are most suitable for metal and thermoplastic engraving but can work on any material, metallic or non-metallic.
- Nd:YAG/Nd:YVO Lasers: The descriptive designations Nd:YAG (neodymium-doped yttrium aluminum garnet) and Nd:YVO (neodymium-doped yttrium ortho-vanadate) refer to the crystal used to create the laser beam. These machines can be quite expensive but allow for unparalleled cutting power and can handle reflective metals. They can be used for both coated and non-coated metals, as well as non-metals, such as plastics and even ceramics.
"CO₂, Fiber, and YAG lasers are three of the main types of lasers used in laser cutting machines."
What Safety Equipment Should Be Used When Laser Cutting?
Safety equipment to protect workers from burns, vision damage, and fumes should be used when using a laser cutting machine. Lasers are highly-focused beams of light that are strong enough to engrave and even cut through solid materials. Therefore, it is important to wear proper laser eye protection to avoid vision damage. Laser safety goggles work by blocking or filtering the specific wavelength of the laser beam.
Additionally, it is important to provide proper ventilation for a laser cutter. Depending on the material being cut, harmful fumes called “laser-generated air contaminants,” or LGACs can be created. Toxic gases such as benzene, hydrochloric acid, and toluene are just some of the potential byproducts of laser cutting that need to be properly vented out of the laser cutting system and the room it’s placed in.
Finally, a fire extinguisher should be readily accessible due to the fire hazards laser cutters present. To prevent the possibility of a fire, use recommended settings, never operate a laser system unattended, and always keep the workspace around the laser clean.
Can It Cause Harm to the Laser Cutter if You Don't Follow the Recommended Settings?
Not following the recommended settings for a laser cutter can have adverse consequences for the material being cut, the health and safety of workers, and even the laser system itself. For instance, cutting materials at too high a power level, or making too deep a cut in one pass, both increase the risk of smoke, vapors, and fires that can ruin the lens of a laser cutter. Additionally, trying to cut a material that a laser system is not designed to cut has a high probability of ruining the laser system. Never attempt to cut PVC or other vinyl materials, as doing so releases chlorine gas that can damage the optics and control system of the laser. Other materials, such as ABS and HDPE, should also be avoided because they are likely to melt and catch fire on the machine - resulting in a messy cleanup and potential damage to the laser. It’s always best to follow the recommended settings for a particular material when laser cutting.
Are the Settings for Laser Cutting the Same as for Laser Engraving?
No, the settings for laser cutting are not the same as for laser engraving. Laser cutting means the laser beam must pass through the entire part and produce a clean cut. Laser engraving makes only superficial cuts at the surface of a part to produce a logo, illustration, or words. Thus, the power usage, speed, and PPI will differ greatly between the cutting and engraving processes. Refer to the user manual of the laser cutter to determine the correct laser cutting machine settings for cutting and engraving different materials.
Summary
This article presented laser cutting settings for different materials, explained what they are, and discussed how to use a laser cutter. To learn more about laser cutting settings, contact a Xometry representative.
Xometry provides a wide range of manufacturing capabilities, including sheet cutting and other value-added services for all of your prototyping and production needs. Visit our website to learn more or to request a free, no-obligation quote.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

