4 Types of Laser Cutters That You Need To Know


Laser cutting machines are a capable and versatile class of numerically controlled machine tools. They are used in virtually all industries for high throughput, precision cutting, engraving, and marking—from home use cutting card/paper through to shipbuilding and heavy engineering. They apply well-collimated and tightly focused laser radiation to pierce or engrave materials, with CNC-controlled precision and high productivity. There are several types of lasers commonly used in laser cutting, each with its specific characteristics and applications making it apt for selected market niches.
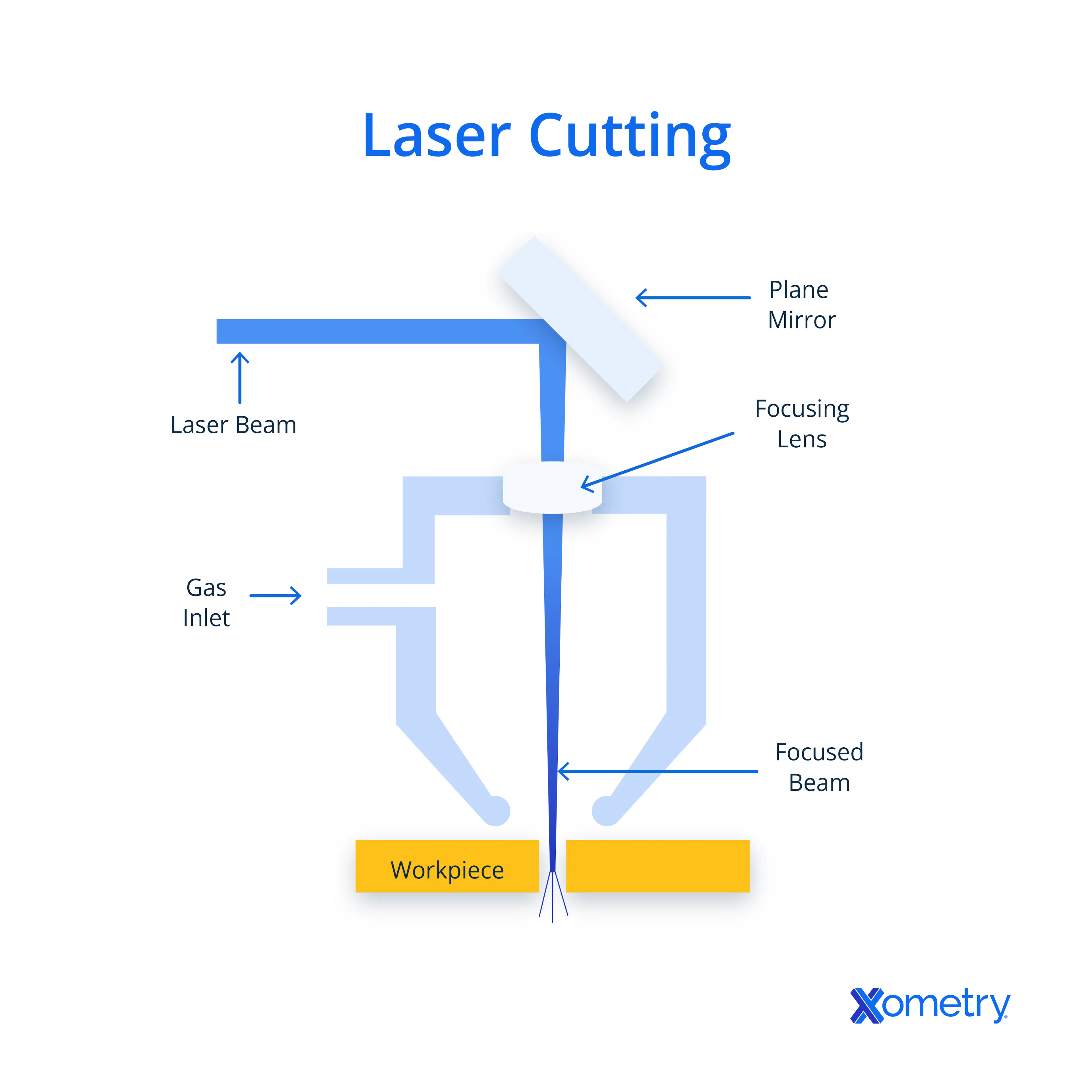
Four main types of laser are used in laser cutting equipment, with a huge range of powers, from a few mW to 100+ kW. A variety of emission wavelengths render them suitable for particular material types. There are also operational factors that make some types of lasers particularly well adapted to limited market sectors, with no solution being universal. Figure 1 shows the laser cutting process:
This article will discuss the 4 types of laser cutters, how they work, and their applications.
1. Fiber Lasers
Fiber lasers are used principally for cutting and engraving metallic parts. They offer several advantages over other types of lasers, making them a logical choice in industrial applications.
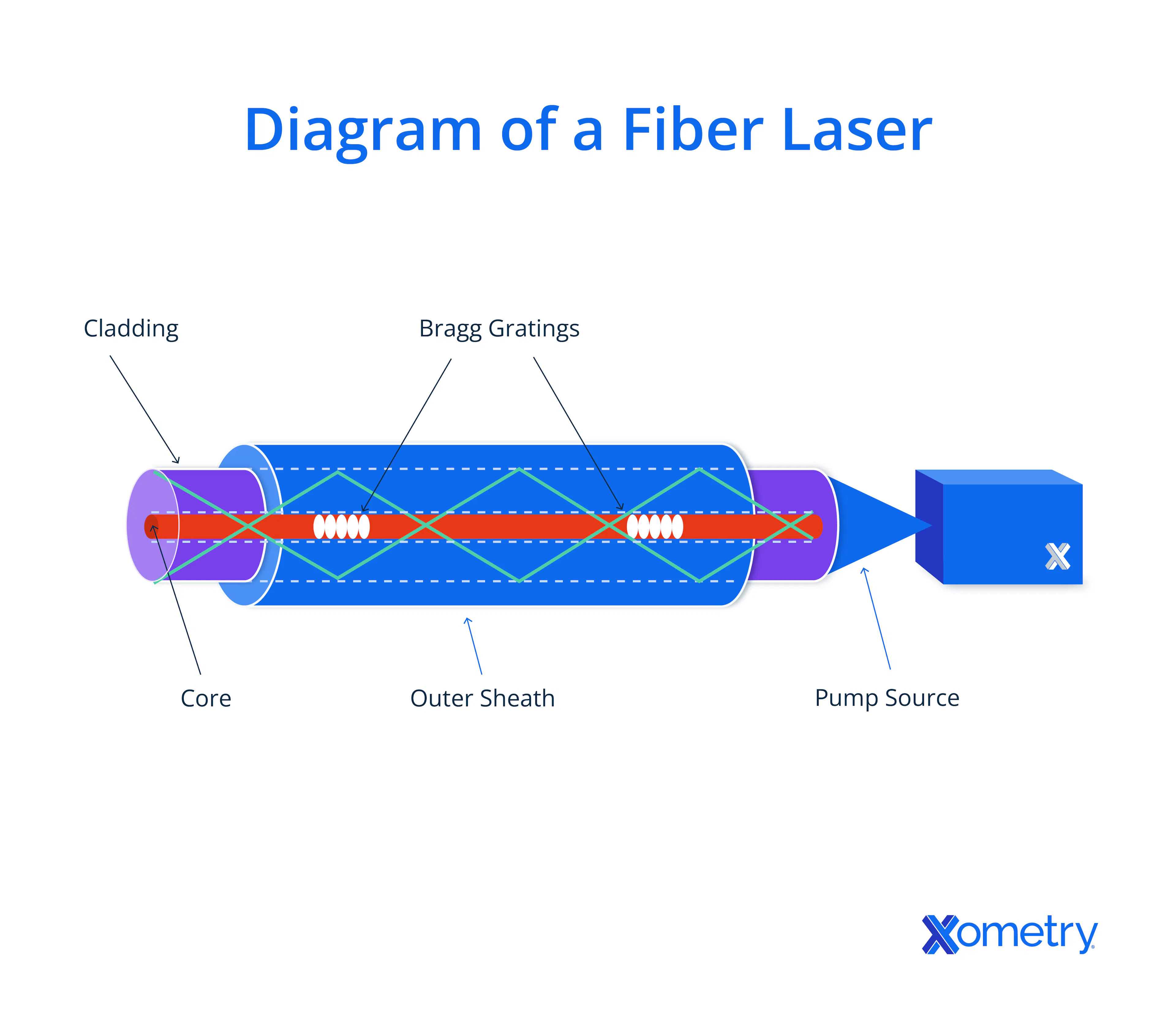
Fiber lasers get their name from the chemically doped optical fiber used to induce the lasing and deliver the energy to the cutting point. The laser source starts with a primer laser, usually a diode type, which injects a low-power beam into the fiber. This beam is then amplified within the optical fiber, which is doped with rare earth elements such as ytterbium (Yb) or erbium (Er). The doping process induces the fiber to act as a gain medium, amplifying the laser beam by cascading excitations/emissions.
Fiber lasers emit a wavelength in the near-infrared spectrum, around 1.06 μm. This wavelength is thoroughly absorbed by metals, making fiber lasers particularly well suited to cutting and engraving this class of materials, even the “problem” reflective metals.
One of the particular advantages of fiber lasers is their exceptional beam quality. This beam quality determines the laser's ability to produce a highly focused application of radiation and therefore a smaller and more precise cut path and higher specific energy (energy per unit area). This also entails lower beam divergence, allowing cuts that open less with increased target thickness.
Fiber lasers are renowned for offering higher cutting speeds and productivity. This also contributes to lower power consumption, compared to other types of lasers. Fiber lasers are generally optimized for cutting metals, including stainless steel, carbon steel, aluminum, copper, brass, and various alloys. They are not as effective for cutting non-metallic materials like wood, acrylic, or plastics, which are more effectively cut with CO2 lasers. Fiber lasers with higher power levels can also process thicker metals effectively.
Fiber lasers possess an elegant, simple, and robust construction and a near-solid state characteristic. This results in suppressed maintenance requirements, relative to other laser classifications. The absence of mirrors and some of the more delicate focal components minimizes alignment issues, improves beam quality, and elevates life span. Some models are capable of providing tens of thousands of hours of use, before requiring significant maintenance.
Fiber lasers are, in many regards, the optimal choice for metal cutting/ablation and engraving tasks. Pivotal factors cementing their commercial viability include: delivering high throughput, outstanding precision, operational and power efficiency, and low maintenance. Their capabilities render them a preferred tool in diverse industries, including: automotive, aerospace, electronics, and manufacturing, in which precise and efficient metal processing is crucial.
For more information, see our guide on What is a Fiber Laser.

2. CO2 Lasers
Despite being the earliest commercially exploited devices, CO2 lasers remain very widely used in the sector. They benefit from lower CAPEX (though higher OPEX) and a high degree of material versatility/applicability. They’re particularly suited to processing non-metallic materials with moderate precision and efficiency. They are also considered viable in many metal-cutting applications. For metal processing, the absorption spectrum is adverse but various, widely used workarounds can facilitate better functionality.
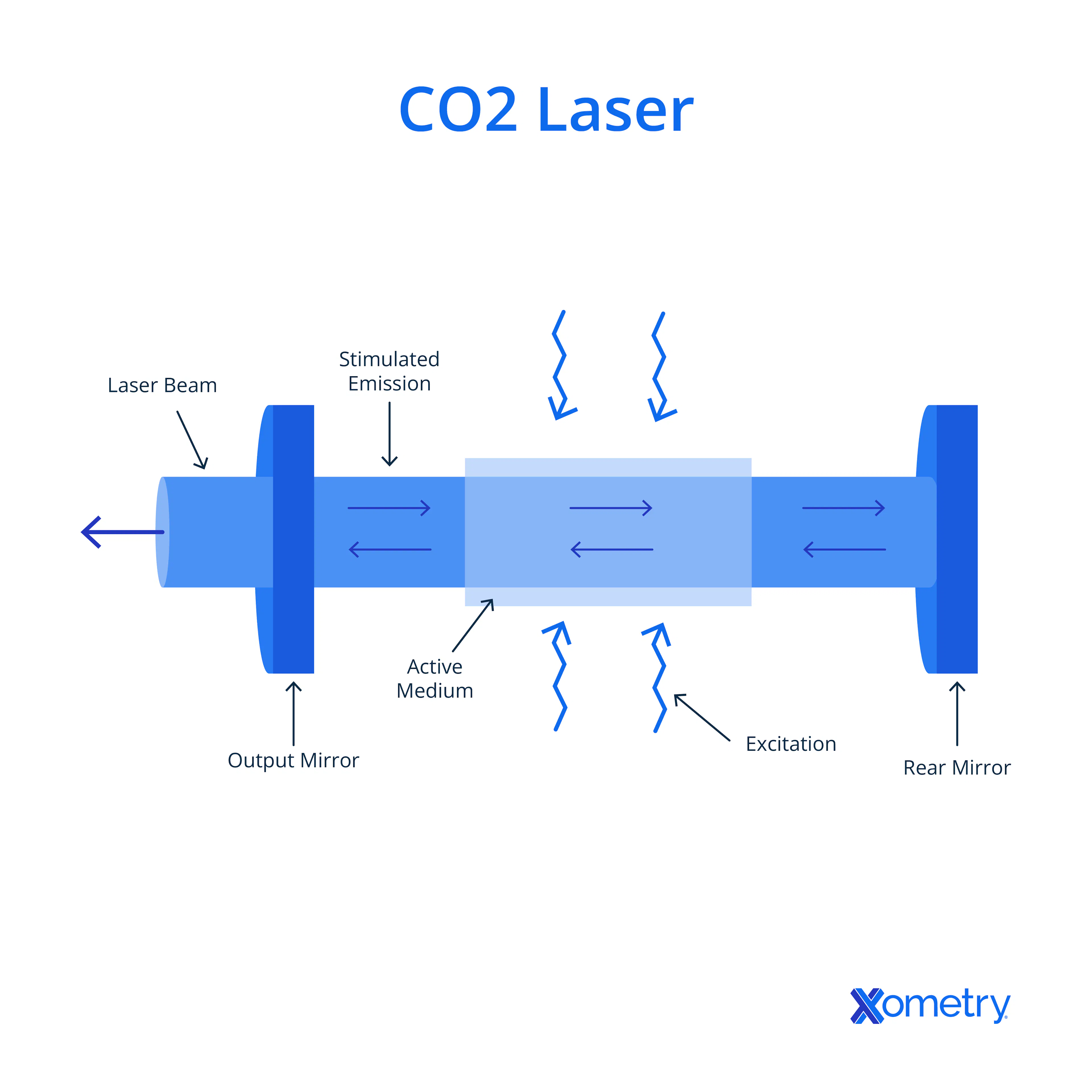
CO2 lasers are gas excitation devices that use a mixture of carbon dioxide (CO2), nitrogen (N2), and helium (He) to produce the laser beam in an energy cascade sequence. The laser source typically consists of a xenon flash tube or similar, which is excited by an electric discharge to initiate the stimulated emission process. This process is characterized by three distinct energy transitions, only the last of which involves a photon emission. N2 molecules are raised to a higher energy state that they then transmit to the CO2 molecules, which emit photons as they lose their excision energy by impacting He atoms.
This class emits at around 10.6 μm, in the far-infrared spectrum. This wavelength is strongly absorbed by organic materials like wood, plastics, leather, various fabrics, paper, and some non-metallic composites, resulting in highly efficient, clean, and precise cutting.
They have a lower beam quality in comparison to fiber lasers, which means the laser beam is less focused. This is a byproduct of the relative optical complexity of the devices and is also intrinsic to the gas emission system. However, advancements in CO2 laser technology have improved beam quality over the long service lifetime of the technology. The beam typically generates a larger spot size and higher divergence than other systems, which can markedly affect the precision of cuts.
CO2 lasers are widely accepted because of their versatility, relatively low purchase cost, and higher power use per watt of cutting. They can be considerably slower in cutting thick metal materials than fiber lasers. For non-metallic materials, they can offer excellent cutting speed, making them suitable for intricate designs and a wide range of applications. CO2 lasers require more maintenance than fiber lasers, due to the presence of mirrors and other optical components in their design. Additionally, the primary laser source degrades with usage time. They need regular optical-system cleaning and delicate realignment to maintain performance.
3. Nd:YAG/Nd:YVO Lasers
Nd:YAG (neodymium-doped yttrium aluminum garnet) and Nd:YVO (neodymium-doped yttrium vanadate) lasers are fundamentally similar solid-state devices. Both emit in the near-infrared spectrum, differentiated by the medium within which the stimulated emission occurs. They are most applicable to cutting and marking of metals and a limited range of non-metals.
Nd:YAG and Nd:YVO lasers are closely related solid-state laser devices doped with neodymium ions. In Nd:YAG lasers, the laser medium is yttrium aluminum garnet crystals doped with neodymium ions. In Nd:YVO lasers, the laser medium is yttrium vanadate crystals similarly doped with neodymium ions. When optically pumped (by a laser or discharge source), the neodymium ions become excited. This leads to the emission of laser light, as they lose the excitation energy.
These lasers emit at a wavelength of 1.064 μm, while Nd:YVO lasers emit at either 1.064 μm or 1.34 μm, differentiated by the crystal orientation. These wavelengths are in the near-infrared range and are well-absorbed by many metals, making these lasers suitable for metal cutting, engraving, and marking applications. Neodymium lasers generally possess high beam quality, low divergence, and a small spot size resulting in high specific energy.
Nd:YAG and Nd:YVO lasers are effective for cutting and processing metals, especially thin sheets and high-precision and lower gauge materials. They are best used for metals, including the more “reflective” materials: stainless steel, carbon steel, aluminum, brass, and copper. They are also suited to cutting ceramics, plastics, and certain composites—but they are poorly adapted to cutting other non-metallic materials. These laser types are well appreciated for their durability and relatively low maintenance requirements, improving up-time and commercial performance. They can provide thousands of hours of use before requiring major maintenance.
4. Direct Diode Lasers
Direct diode (or simply diode) lasers are a type of laser technology that utilizes single semiconductor junctions to generate laser light. They are increasing in market penetration in industrial applications, including: cutting, welding, and surface treatment. A direct diode laser is based on semiconductor junctions, typically made of gallium arsenide (GaAs). When a forward bias current is applied to the diode, it emits light by electroluminescence, without requiring a light source for initiation. The emitted light is then guided and focused into a laser beam by optical elements that make a stimulated emission resonant cavity with a half mirror at one end, through which the laser energy is emitted.
Diode lasers are available in a range of wavelengths, varied by the selection of the semiconductor material, dopants, and resonant cavity design. The most common wavelengths for direct diode lasers used in cutting applications are in the near-infrared spectrum, around 900 to 1,100 nm (0.9 to 1.1 μm). Alternate diode systems can emit in the blue and green wavelength ranges. The beam quality of direct diode lasers can vary considerably, though in general diode beam quality is improving with each device generation. Beam quality often does not match that of fiber lasers or CO2 lasers.
Diode lasers offer excellent energy efficiency by low loss conversion of electrical energy into laser light, reducing operating costs somewhat. However, their cutting speeds are generally lower than for fiber or CO2 laser-based devices, when material thicknesses are larger. Direct diode lasers are suitable for cutting a variety of materials, including metals, plastics, composites, and certain non-metallic materials. They are considered effective for high-speed cutting or welding of thin metal sheets, making them suitable for industries such as automotive, electronics, and sheet metal manufacture. This family of devices is simpler and more robust in construction than most other laser types, resulting in a longer operational life span and lower maintenance requirements. They are also of smaller physical size and require fewer ancillary devices, further enhancing maintenance and suitability for mobile applications.
Diode lasers are commonly used in Laser Heat Treating services.

Which Type of Laser Cutter Is Mostly Used in the Engraving Industry?
In the commercial and hobby engraving sectors, CO2 lasers are the solution that is most often purchased. This is because the bulk of engraving is performed on natural and polymer materials. CO2 lasers are applicable to high-quality and finely detailed engravings on most non-metals including: wood, acrylic, plastics, glass, leather, and fabric.
Fiber and Nd:YAG lasers can also be utilized in specific applications, particularly when engraving is required on metal substrates. However, the combination of material versatility and lower purchase cost make CO2 lasers the weapon of choice for most engravers.
Which Type of Laser Cutter Is Mostly Used in the Garment Industry?
In the garment industry (and other fabric-related sectors), CO2 lasers are the most widely used type for cutting and marking. They are frequently compatible with virtually all fabrics and textiles, from denim to sailcloth, from Lycra® to leather. This makes the tool essential in all forms of fabric-based manufacturing at both mass-production and small-scale operations.
Which Type of Laser Is Used in the Manufacturing Industry?
In the hard materials manufacturing sectors, fiber lasers have become the most prevalent type of cutting technology, particularly in newer (non-legacy) equipment. Fiber lasers are effective in processing most hard materials, including metals and ceramics, and many engineering plastics. They have a wide power range, good beam quality, and excellent absorption spectrum compatibility across engineering materials.
What Are the Things To Consider in Choosing the Right Laser Cutter?
Choosing the right laser cutter technology is a crucial decision that depends on your specific needs and applications. Here are some important things to take into account:
- Material Compatibility: Determine the range of materials you will be working with most frequently. The absorption spectrum of the material must coincide with the selected laser type, for the bulk of jobs. This will help to avoid serious complications and slower processing at higher energy levels which will reduce the profitability and operation life of the equipment.
- Work Area: Consider the size of the typical job or raw material piece you expect to cut. Choose a machine with a work area large enough to accommodate your expected jobs. Consider also the smaller jobs. These may drive you to choose two machines, to efficiently cover the required range.
- Laser Power: Laser power very directly influences the speed and thickness capacity of the equipment. Higher laser power allows for faster cutting through thicker materials, but it affects equipment price which requires amortization over your workload. Selecting an overpowered machine to cope with a minority of your workload affects the profitability of all other jobs.
- Precision/Beam Quality: If your expected workload requires high precision and intricate details to be cut, pay close attention to the beam quality of the prospective machines you consider. Fiber lasers generally offer better beam quality compared to CO2 lasers, resulting in finer cuts and smoother engraving.
- Speed/Throughput: Consider the production volumes and turnaround times you see yourself requiring. Fiber lasers are faster than CO2 lasers when cutting metals, which can be crucial for industrial-scale operations—but that increases the CAPEX demand.
- Automation/Software: Evaluate machine features that enhance productivity and ease of use. Automation options and user-friendly software interfaces can significantly cut setup and operation times. Advanced nesting software can reduce overheads by optimizing material usage, without the high labor cost of job fitting.
- Maintenance and Reliability: Assess the implicit maintenance requirements and reliability of the prospective machines. Solid-state lasers (fiber and direct diode) have fewer “user serviceable” parts and more up-time than, for example, CO2 lasers.
- Cooling and Extraction: Proper cooling/dross clearance (air blast) and exhaust systems are vital for safe and efficient operation. Ensure the machine is well-equipped to remove fumes and debris during the cutting or engraving process.
- Gas Assist: Consider the type of gas assist you are likely to require. Look for machines that have lower consumption as a selection factor. Gas consumption is often seen as a fixed cost, but it can be improved. Better beam quality and a finer cut tend to require lower levels of gas assist because of reduced melt volume/debris.
- Support: Evaluate the availability of technical support and service for the equipment. Ensure the manufacturer or supplier provides reliable support, including training, troubleshooting assistance, and spare parts availability. A low purchase price that includes no on-site and only limited technical support is likely to become an operational burden, over time.
- Budget: Establish a budget for your laser cutter investment. Consider not only the initial purchase cost but also ongoing expenses such as maintenance, consumables, and power. In the longer term, labor is likely to be a large part of an OPEX budget for a laser cutting shop, so be thoughtful about the automation aspects that can reduce the impact this has.
What Is the Difference Between a CO2 Laser and a Fiber Laser?
CO2 lasers and fiber lasers are quite divergent laser technologies. Both are used in similar ways in cutting, engraving, and marking applications. While they both produce laser light, their core operating principles, wavelengths, and construction differ in almost all regards. CO2 lasers are gas lasers that use a mixture of carbon dioxide, nitrogen, and helium to generate laser light. Fiber lasers, on the other hand, are solid-state lasers that use optical fibers doped with the rare earth element ytterbium.
CO2 lasers enable fast cutting and high throughput when cutting non-metallic materials. Fiber lasers are highly regarded in commercial use for their high throughput when working with thinner sheet metals. CO2 lasers have more delicate mirrors for directing and presenting radiation, which demands more frequent maintenance than fiber lasers. They also have a low operational life span and show steady performance degradation, right from initial use. Fiber lasers have a simpler construction and no delicate or degrading parts, resulting in reduced maintenance requirements and increased reliability. To learn more, see our full guide on CO2 Laser vs. Fiber Laser.
Summary
Xometry provides a wide range of manufacturing capabilities including CNC machining, 3D printing, injection molding, laser cutting, and sheet metal fabrication. Get your instant quote today.
Copyright and Trademark Notices
- LYCRA® is a trademark of LYCRA COMPANY LLC.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

