Blind Hole in Engineering: Definition and Symbol


Blind hole in engineering refers to a hole drilled to a specific depth that does not break through to the opposite side of a workpiece. Blind hole machinists create the internal cavities to accommodate fasteners, pins, or fluid channels while preserving the exterior surface of a part. Precise measurement ensures the hole terminates at a calculated distance within the material boundaries. Engineering drawings utilize specific symbols and annotations to define the diameter and depth for manufacturing teams. Design software facilitates the modeling of the features to ensure compatibility with mating components. Subsequent sections explain the classification of the features within mechanical assemblies. Detailed comparisons with through holes highlight the structural advantages of closed-bottom designs. Industrial applications rely on the cavities for secure mounting in automotive and aerospace sectors. Mechanical integrity remains a priority during the specification of internal features. The parts of the blueprint provide the necessary dimensions to produce a perfect blind hole in engineering.
What is a Blind Hole in Engineering?
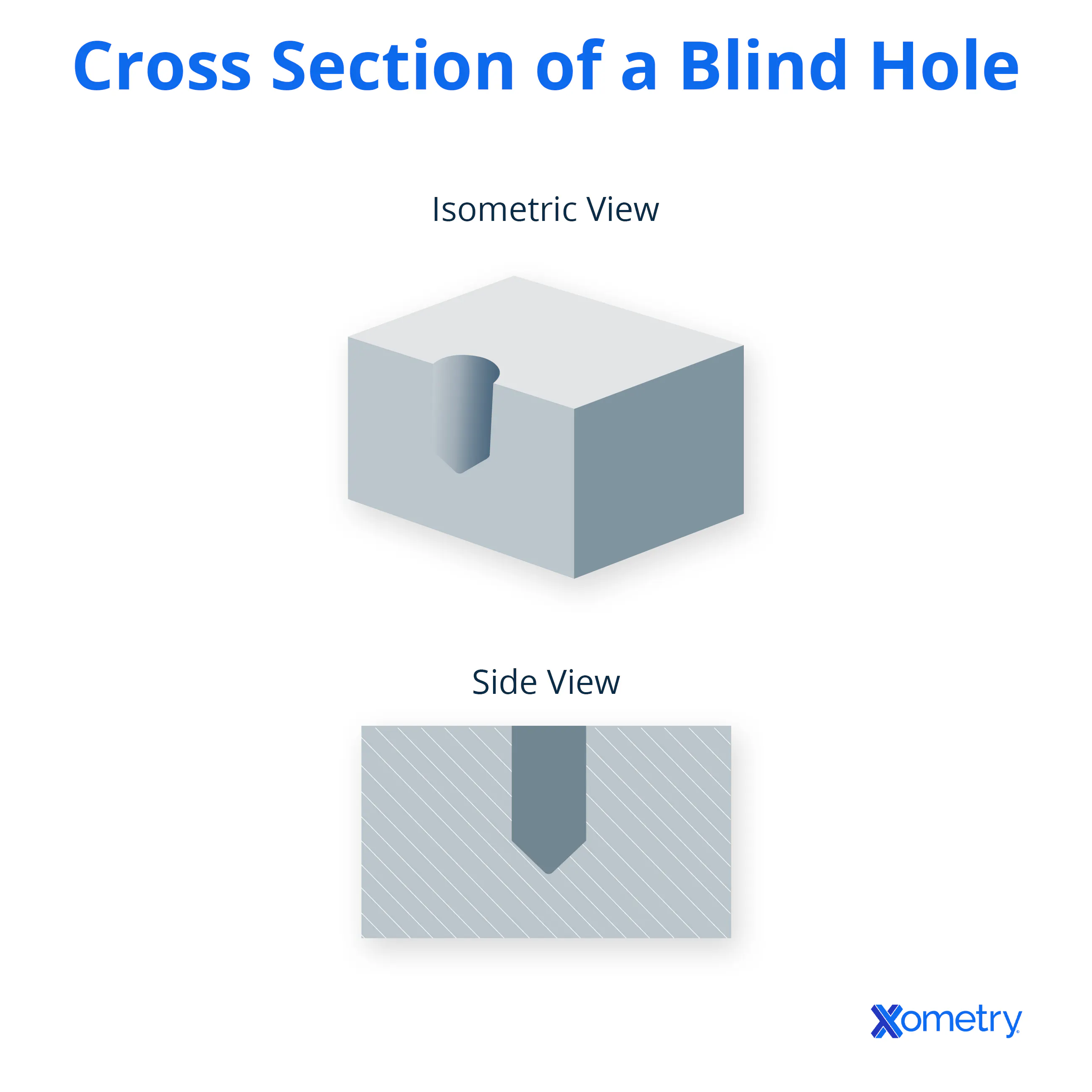
A blind hole in engineering is a hole drilled or machined to a specific depth without passing through the entire workpiece. Standard machining processes define the features as internal voids with a measurable bottom surface. Termination occurs before the drill bit or end mill penetrates the opposite side of the material. Industrial designers specify depth parameters to accommodate fasteners or internal components. Measurement of depth usually excludes the conical point left by a drill bit tip. Fastening systems utilize the cavities for mounting bolts or pins without altering the external aesthetic of a product. Manufacturing efficiency depends on the precision of depth control during the drilling cycle. Parts retain structural integrity because the material remains intact on the far side. The holes require careful consideration of chip removal during the machining stage. Mechanical assemblies frequently incorporate a blind hole in engineering to optimize space and aesthetics.
How is a Blind Hole Defined in Mechanical?
A blind hole is defined in mechanical engineering as a hole with a closed bottom that does not extend through the material. Mechanical parts require the features for secure attachment points or internal fluid channels. Engineers specify depth to stop at a predetermined distance within the component structure. Precision instruments measure the distance from the entrance to the shoulder of the hole where the full diameter terminates. Bottom surfaces typically mirror the shape of the cutting tool used. Internal threads frequently reside within the depths to facilitate bolt engagement. Assembly drawings indicate specific tolerances for diameter and total depth. Pressure vessels utilize the holes to avoid creating leak paths to the exterior. Designers favor the cavities when the opposite surface remains visible or functional. High accuracy in depth regulation prevents accidental wall penetration in thin sections of a blind hole in engineering.
How Is a Blind Hole Defined in Manufacturing Design?
A blind hole is defined in manufacturing design as a cavity reaching a specific depth while maintaining an untouched opposite surface. Design blueprints specify the exact termination point to avoid compromising the structural safety of a part. Engineers select the features to hide mounting hardware from external view. Termination logic involves stopping the cutting tool within the thickness of the workpiece. Manufacturing workflows include specialized cleaning steps to remove debris from the bottom of the cavity. Chamfers or thread relief depths accommodate the physical limitations of tapping tools. Software tools facilitate the modeling of the internal features during the prototyping phase. Component weight remains higher compared to through-hole designs due to the retained material. Product longevity relies on the correct depth specification to avoid stress concentrations. Precision machining ensures every blind hole in engineering meets the strict requirements of the design.
Does a Blind Hole Stop Before Passing Through the Material?
Yes, a blind hole stops before passing completely through the material. The bottom of the hole remains enclosed within the workpiece throughout its functional life. Machinists control the feed travel of the cutting tool to ensure the tip stays inside the metal or plastic. Termination occurs at a calculated distance from the far surface to preserve the exterior finish. The drilling cycle involves monitoring the depth to prevent accidental exit on the opposite side. Enclosed bottoms provide a natural stop for pins or seated components in an assembly. Design requirements dictate the remaining thickness of the material to ensure part strength. The integrity of the workpiece surface is maintained by avoiding full penetration. Reliable fastening depends on the stability of a blind hole in engineering.
What Does the Term Blind Hole Mean in Machining and Manufacturing?
The term blind hole in machining and manufacturing refers to a hole drilled to a specified depth without breaking through the opposite side. Tooling remains contained within the workpiece boundaries to create a cavity with a solid bottom. Termination logic involves precise measurement of the drill shoulder or end mill face location. Machinists use depth stops or digital readouts to maintain accuracy. The features provide essential mounting points for internal engine parts or electronics. Chips must stay cleared from the hole to prevent tool overheating and breakage. Tapping operations in the holes require specialized taps designed for blind cavities. Enclosed bottoms provide a flat or conical surface depending on the tool geometry. Manufacturing workflows prioritize depth control to ensure the part meets safety standards. Professional machining centers produce every blind hole in engineering with high repeatability.
How Does the Blind Hole Meaning Relate to Hole Depth and Termination?
The blind hole meaning relates to hole depth and termination by referring to a hole that has a specific, limited depth and does not go through the entire material. The term describes a hole whose depth is intentionally limited within the material to satisfy specific design constraints. Termination logic dictates that the hole ends at a defined depth rather than exiting the workpiece. Depth measurements determine the functional space available for fasteners or internal mechanisms. Engineers specify termination points to avoid interference with other internal features. The relationship between depth and material thickness defines the remaining structural wall. Machinists adjust feed travel to match the termination requirements in the blueprint. Accuracy in depth termination prevents damage to the opposite side of the component. End mills or flat-bottom drills create flat termination points for specific seating requirements. The cavity serves a purpose that depends on the exact limit of the tool penetration. Functional reliability stems from the precise termination of a blind hole in engineering.
Does a Blind Hole Stop Before Reaching the Opposite Surface of a Workpiece?
Yes, a blind hole stops before reaching the opposite surface of the workpiece. The hole ends inside the material with a closed bottom that prevents visibility from the far side. Industrial components utilize their features to maintain a continuous and untouched exterior. Machinists rely on depth callouts to ensure the drill does not reach the final surface. Termination occurs within the core of the part to provide a secure internal mounting point. Enclosed bottoms act as a physical limit for any hardware inserted into the cavity. Solid material remains on the exit side to ensure structural and aesthetic integrity. Mechanical designs utilize the features to avoid creating unnecessary openings in a part. The reliability of the component depends on the correct depth of a blind hole in engineering.
How Are Blind Holes Classified Within Different Types of Holes in Engineering?
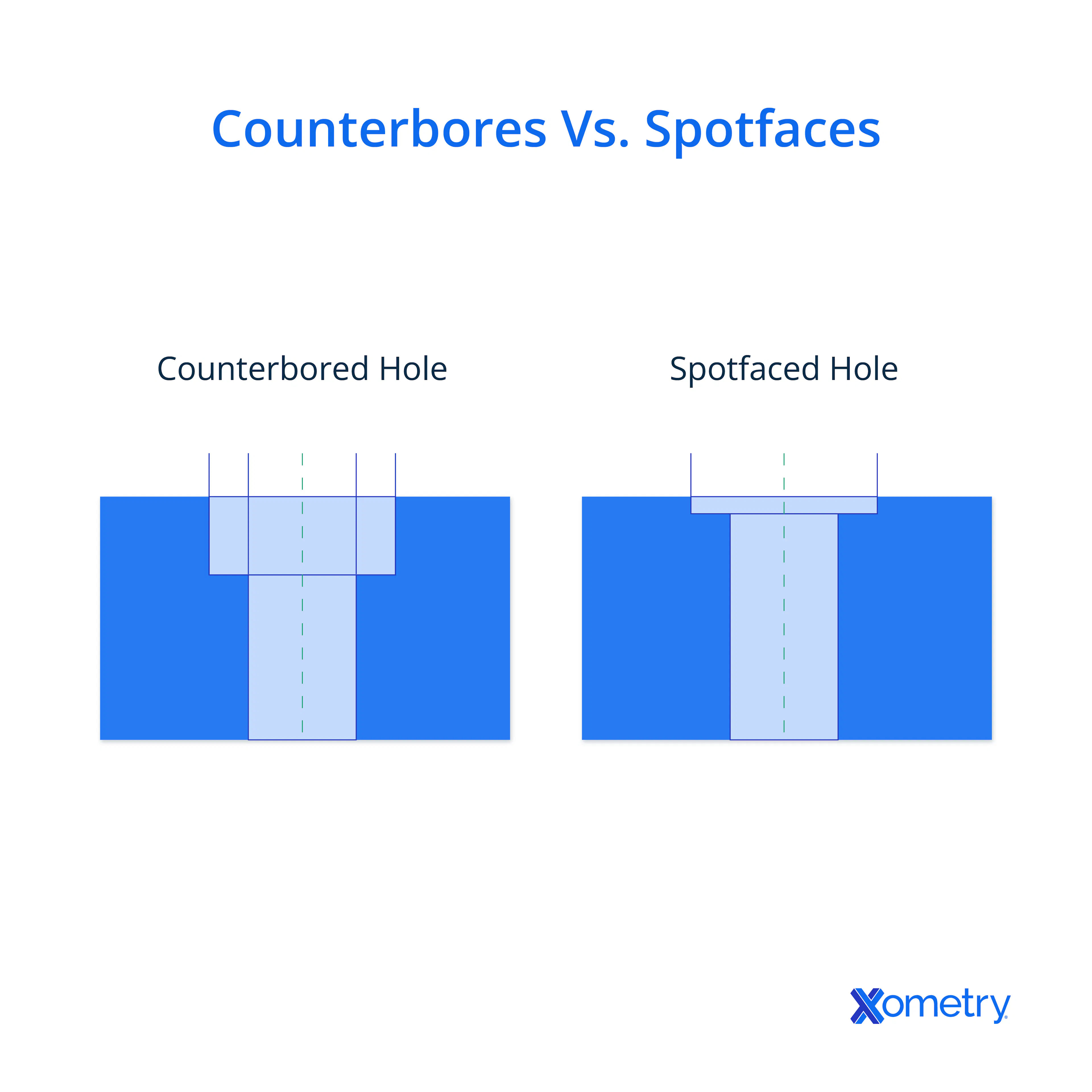
Blind holes are classified within different types of holes in engineering by the extent of their penetration through the workpiece. Standard hole categories include through holes and blind holes, which can be further modified with counterbores or countersinks. Classification relies on the termination point of the machining tool. Engineers group the features based on their functional purpose within an assembly. Blind cavities serve as the primary category for holes with an enclosed bottom surface. Tapped versions fall under the classification when internal threads exist within a limited depth. Machining charts distinguish the holes to ensure the correct drilling and tapping tools are selected. Structural integrity and aesthetic requirements drive the choice of its specific hole type. Designers use classification systems to organize manufacturing instructions and toolpath strategies. The parts drawing utilizes the categories to define the Types of Holes in Engineering.
What Characteristics Distinguish Blind Holes From Other Hole Types in Components?
Characteristics that distinguish blind holes from other hole types in components are listed below.
- Hole Termination: Termination logic defines a blind hole by stopping the cutting tool inside the workpiece. The bottom surface remains enclosed to prevent full penetration.
- Depth Specification: Depth values indicate the exact distance the hole reaches from the entry surface. Measurements exclude the drill point to ensure functional clearance.
- Chip Clearance: Machining the holes necessitates specialized techniques to remove debris from the cavity. Proper chip evacuation through peck drilling or high-pressure coolant-through-tool prevents heat buildup and tool breakage.
Are Blind Holes One of the Common Hole Types Used in Mechanical Engineering?
Yes, blind holes are one of the most commonly used in mechanical engineering components for fastening and mounting. Blind holes are frequently used for threaded fasteners and precision mounting features that require a clean exterior. Mechanical assemblies utilize the holes to secure brackets, sensors, and internal housings. Designers specify the features to avoid penetrating the outer shell of a machine. Internal engine parts rely on the cavities to hold bolts without creating leak paths for oil or coolant. Precision mounting in electronics benefits from the enclosed bottom that protects internal circuitry. The prevalence of its holes in manufacturing highlights their importance for structural and aesthetic goals. The industry utilizes the features to create reliable and professional products. Professional foundries and machine shops produce it as standard types of holes in engineering.
What is the Blind Hole Symbol Used in Engineering Drawings?
The blind hole symbol is a standard graphical indicator used in mechanical engineering components to define internal features. Drawing callouts utilize a specific depth symbol consisting of a horizontal bar with a short vertical line extending downward from its center. The symbol signifies that the hole terminates within the material thickness at a precise location. Annotations include the diameter preceding the depth value for clarity on the shop floor. Machinists rely on the symbols to set the correct depth stops on their equipment. Proper identification prevents the cutting tool from breaking through to the opposite side of the workpiece. Engineering drawings require the graphics to provide precise manufacturing instructions for technicians. Reliability of the assembly depends on the correct interpretation of the depth callout by the machinist. Professional standards ensure consistency across all types of holes in engineering.

"Understanding how blind holes are specified and machined helps engineers ensure that every threaded feature is produced as designed, reducing errors during manufacturing and assembly."
How is the Blind Hole Symbol Represented in CAD Drawings?
The blind hole is represented in CAD drawings by a diameter symbol followed by the depth symbol in the annotation. Computer-Aided Design drawings represent blind holes by specifying the hole diameter and depth in the feature annotation. Software interfaces provide dedicated tools for creating internal cavities with limited penetration. The model visually shows the hole terminating inside the part for accurate spatial representation. Annotations include the depth symbol followed by the numerical value for the drill depth. Feature trees track the parameters to allow for quick adjustments during the design phase. Precision modeling ensures the internal geometry remains compatible with mating fasteners. Drafting standards dictate the placement of dimensions to avoid confusion on the shop floor. 3D models provide a realistic view of the bottom surface geometry. Accuracy in the digital file directly influences the quality of the physical part. Visual confirmation helps designers verify clearances within a Computer-Aided Design (CAD) assembly.
Is the Blind Hole Symbol Used to Indicate a Hole With Limited Depth?
The blind hole symbol is used to indicate a hole with limited depth by using a downward arrow or a depth callout in the drawing. Engineering standards specify the use of the depth symbol (a horizontal bar with a downward vertical line) to denote the required depth of the feature. The notation informs the machinist exactly how far the tool must penetrate into the material. Diameter callouts appear alongside the depth symbol to provide a complete specification for the feature. Drawing annotations prevent confusion between through holes and blind cavities during production. Blueprints utilize the symbols to ensure the structural integrity of the part stays intact. Accurate interpretation of the symbols remains critical for manufacturing quality and part safety. Standards define the specific appearance of the indicators to ensure global consistency. Design software inserts the symbols automatically during the detailing process of a component. Clear communication through the graphics defines the Computer-Aided Design (CAD) process.
How is Blind Hole Drilling Performed in Machining Processes?
Blind hole drilling is performed in machining processes by drilling to a controlled depth without passing through the workpiece. The machining process stops the tool at a specified depth to create a closed-bottom hole. Machinists use depth stops or CNC commands to regulate the travel of the drill bit. Initial setup involves setting the tool height relative to the surface of the part. Material removal proceeds until the tool reaches the programmed termination point. Chip removal requires periodic withdrawal of the drill to prevent accumulation in the cavity. Coolant application remains essential to reduce friction at the bottom of the hole. Precise measurement ensures the drill shoulder maintains the required minimum wall thickness to the opposite side. Flat-bottom drills or end mills create a square bottom for specific assembly needs. Success in production depends on the accuracy of the depth settings for a blind hole in engineering.
What Drilling Methods are Commonly Used to Create Blind Holes in Workpieces?
Drilling methods commonly used to create blind holes in workpieces are listed below.
- Twist Drilling: Twist drills remove material to create a standard cavity with a conical bottom. Depth stops ensure the tool reaches the correct position without breaking through.
- End Milling: End mills produce flat-bottomed holes for the precision seating of components. The tools require accurate CNC control to maintain the required depth for a Blind Hole in Engineering.
- Peck Drilling: Peck drilling cycles withdraw the tool periodically to clear chips from the hole. The method prevents tool breakage when machining deep cavities in the types of holes in engineering.
Can Blind Hole Drilling be Performed Using Standard Drilling Machines?
Yes, blind hole drilling can be performed using standard drilling machines with the help of manual or automated depth controls. Depth control mechanisms or CNC programming help stop the drill at the required depth. Manual drill presses utilize a physical stop on the quill to limit tool travel. Operators must clear chips frequently to maintain accuracy and prevent tool damage. Measurements during the process verify that the hole depth stays within the specified tolerance. Standard machines handle various material types from soft aluminum to hardened steel. Proper coolant delivery, such as through-spindle cooling, ensures chip removal and a smooth finish at the bottom of the cavity. Reliability in the shop depends on the skill of the operator and the precision of the stop. Basic mechanical shops utilize the techniques to create a blind hole in engineering.
What is the Difference Between a Blind Hole and a Through Hole?
The difference between a blind hole and a through hole is that a blind hole does not go all the way through the material, stopping at a specified depth, while a through hole extends completely from one side to the other. A blind hole ends within the workpiece, while a through hole extends entirely through the material. The key difference is that blind holes have a closed bottom, whereas through holes open on both sides. Engineers select blind features to protect the far surface or hide fasteners. Through holes provide a path for bolts to secure multiple components together. Machining a blind feature requires precise depth control to avoid over-penetration. Through holes allow for easier chip removal and coolant flow during the drilling process. Strength characteristics differ because the blind hole retains more material on one side. Aesthetics favor blind cavities when the exterior surface must stay pristine. Assembly logic dictates the choice between the two primary hole types. The reliability of the part depends on the selection of the correct blind hole in engineering.
How Does a Blind Hole Compare With a Through Hole in Structural Design?
A blind hole, compared with a through hole, in structural design offers a limited depth of penetration, making it suitable for applications that require the hole to stop before passing through the material. Blind holes end within the material to preserve the structural integrity of the far side. Through holes necessitate a clear path for fasteners or fluid to pass entirely through the part. Engineers select blind cavities when the material thickness allows for sufficient thread engagement without full penetration. Through holes provide a method for joining multiple plates with bolts and nuts. Design requirements for blind features prioritize aesthetic finishes on the exterior surface. Strength profiles differ because blind holes retain more material at the bottom of the cavity. Stress concentrations vary between the two hole types depending on the loading conditions. Machining time increases for blind features due to chip clearance requirements. Reliability of the component depends on the hole type selected for the application. Structural safety remains a primary concern during the selection of a blind hole in engineering.
Are Through Holes Designed to Pass Completely Through the Material?
Yes, through holes are designed to pass completely through the material to create a continuous opening. The configuration allows components such as bolts, pins, or wiring to extend from one side of the part to the other. Machinists drive the drill bit until it exits the opposite surface to ensure full penetration. Through holes facilitate the joining of multiple structural layers in an assembly. Chip removal is easier because the debris falls out of the bottom. Cooling fluid reaches the cutting edge more effectively in the open designs. The industrial frame utilizes through holes for heavy-duty fastening systems. Reliability in structural joints depends on the clear passage provided by its features. Designers specify it to distinguish them from the closed bottom of a blind hole in engineering.
What is a Blind Threaded Hole in Engineering Applications?
A blind threaded hole in engineering applications is a blind hole that contains internal threads for fastening screws or bolts. Fastening systems require the features when the back side of the part must stay sealed or aesthetic. Threads stop at a defined distance to accommodate the length of a specific fastener. Tapping operations follow the initial drilling step to create the helical grooves. Chip removal represents a significant challenge during the internal threading process. Bottoming taps ensure thread presence reaches near the bottom of the cavity. Engineering designs specify the thread depth to be significantly shallower than the total hole depth to provide clearance for chips and the tap's chamfer. Lubrication serves a vital role in preventing tap breakage during high-torque operations. Reliability of the joint depends on the number of full threads engaged. High-precision assemblies utilize their feature to create a clean finish on a blind hole in engineering.
How is Threading Applied to Blind Holes During Machining Operations?
Threading is applied to blind holes during machining operations by using a tap or a thread mill to cut helical grooves inside the cavity. Machinists drill a pilot hole to the required depth before initiating the threading sequence. Taps require careful torque management to avoid snapping at the bottom of the hole. Spiral flute taps pull chips upward and out of the cavity during the process. Thread milling provides a safer alternative by using a rotating tool to carve the threads. Programmers specify the exact start and end points for the threading path. Lubrication prevents heat buildup and ensures a smooth surface finish on the threads. Verification involves using a thread gauge to check the engagement depth. Proper alignment ensures the fastener enters without cross-threading. Accuracy in the step defines the quality of a blind hole in engineering.
Can Blind Holes Be Tapped to Create Internal Threads?
Yes, blind holes can be tapped to create internal threads for secure fastener attachment. Tapping allows the hole to securely hold threaded fasteners such as screws or bolts inside the part. Specialized bottoming taps are used to create threads as close to the bottom as possible. Machinists use spiral flute taps or thread milling to clear metal debris during the operation. Proper depth control prevents the tap from bottoming out and breaking. Internal threads provide the mechanical grip needed for structural assemblies. The industrial gearbox utilizes the features to secure covers and internal components. The reliability of the connection depends on the depth and quality of the threads. Professional machine shops produce the features as a standard blind hole in engineering.
What is a Blind Tapped Hole?
A blind tapped hole refers to a cavity drilled to a specific depth and subsequently provided with internal threads. Machining sequences prioritize the creation of a pilot hole before the tapping tool enters. Threads remain internal and do not exit on the opposite side of the workpiece. Industrial hardware relies on the features for blind assembly mounting. Depth control ensures the tap does not collide with the bottom of the drilled hole. Specialized taps handle the chip accumulation issues inherent in closed-bottom holes. Design standards require a clearance gap between the thread termination and the bottom of the hole. Proper engagement length ensures the fastener carries the intended mechanical load. Manufacturing efficiency improves with the use of peck tapping cycles in a Tapped Hole.
How Blind Tapped hole is used? A blind tapped hole is used in assemblies requiring strong fastening without compromising the opposite surface. Engineers specify the features for mounting sensors, handles, or internal brackets. Automotive engine blocks utilize the cavities to secure components without creating oil leaks. Electronics enclosures benefit from blind threads that keep the exterior surface smooth. Fluid power systems rely on the holes to avoid creating unwanted exit paths. Structural joints utilize the features when the material thickness allows for sufficient thread engagement. Fasteners stay hidden within the part thickness to provide a professional appearance. Maintenance procedures involve cleaning the threads to ensure proper bolt seating. Reliability of the connection depends on the actual thread engagement length within the tapped hole.
How do Engineers Design Blind Tapped Holes for Fasteners and Bolts?
Engineers design blind tapped holes for fasteners and bolts by specifying the hole diameter, depth, and thread type for secure fastener engagement. The design ensures the threads stop before reaching the opposite surface to maintain component integrity. Blueprints indicate the minimum required thread depth to handle expected mechanical loads. Designers calculate the clearance gap at the bottom to accommodate chip accumulation. Material properties influence the selection of thread pitch and diameter. CAD software generates the necessary symbols to communicate the requirements to the factory. Precise specifications and thorough cleaning prevent fastener bottoming during the assembly process. Stress analysis identifies the optimal location for the holes to avoid weakening the part. Manufacturing quality depends on the clarity of the design instructions. The machine drawing defines the features for a tapped hole.
Does a Blind Tapped Hole Provide Internal Threads Without Passing Through the Part?
Yes, a blind tapped hole provides internal threads without passing completely through the part. The configuration allows fasteners to secure components while preserving the material on the far side. Enclosed bottoms ensure that the opposite surface remains pristine and sealed against contaminants. Machinists control the depth of both the pilot hole and the tapping tool to maintain safety. Internal threads offer a powerful grip for bolts in blind assembly scenarios. Industrial components utilize the features to achieve a professional and functional finish. The reliability of the part depends on the integrity of the remaining material wall. The aerospace structures rely on the holes to secure panels without creating through-leaks. Accuracy in depth defines the success of a tapped hole.
Why Do Engineers Use Blind Holes in Mechanical Components
Engineers use blind holes to maintain the strength and surface integrity of mechanical components. Blind holes prevent exposing the opposite surface, which weakens or damages the part during use. Designers specify the features to hide fasteners and mounting hardware from external view. Enclosed bottoms prevent the passage of contaminants through the part, though the entry requires sealing to protect internal threads. Structural stability increases because the material remains solid on one side of the hole. Pressure vessels utilize the holes to avoid creating potential leak points. Aesthetic requirements dictate the use of blind features for consumer products. Machining a closed bottom allows for secure fastening in thick sections without full penetration. Reliability of the assembly depends on the strength of the internal mounting point. The industrial machine utilizes the features for a blind hole in engineering.
What Design Advantages do Blind Holes Provide in Engineering Applications?
The design advantages blind holes provide in engineering applications include improved material strength, as blind holes do not weaken the opposite side of the component. Engineers use blind holes to maintain the strength and surface integrity of components in high-stress environments. Blind holes prevent exposing the opposite surface, which could weaken or damage the part. The features provide a clean exterior finish while allowing for secure internal mounting. Leak prevention remains a primary advantage in fluid-handling systems and pressure chambers. Weight distribution stays more balanced when material is retained at the bottom of the cavity. Aesthetics are improved by hiding bolts and screws within the thickness of the material. Designers utilize the holes to avoid interference with other internal part features. Structural safety is enhanced by maintaining a continuous wall on the exit side. Precision assemblies benefit from the controlled depth and termination of the hole. The parts of the drawing specify the dimensions for a blind hole in engineering.
Can Blind Holes Help Protect the Opposite Surface of a Component?
Yes, blind holes can help protect the opposite surface of a component by stopping before the cutting tool penetrates the far side. Integrity of the exterior finish remains preserved for aesthetic or functional reasons. Pressure-sensitive components utilize the features to avoid creating leak paths to the atmosphere. Enclosed bottoms provide a barrier that shields internal mechanisms from external contaminants. Machinists control the drilling depth to ensure the material thickness stays within safe limits. Enclosed cavities prevent the exposure of sharp edges on the outside of a product. Design strategies prioritize the holes when the material is thin or fragile. Maintaining a minimum wall thickness at the hole base preserves the part's seal and exterior finish. The reliability of the component depends on the presence of a blind hole in engineering.
How Are Blind Holes Created Using CNC Machines?
Blind holes are created on CNC machines by programming a drill or end mill to stop at a specific depth within the workpiece. The CNC controller ensures precise positioning and depth control during the drilling operation. Automated systems execute the toolpath with extreme accuracy and repeatability across many parts. Operators input the exact Z-axis coordinates to define the termination point. High-speed spindles drive the cutting tool at optimized rates for material removal. Coolant systems flush debris out of the cavity to maintain a smooth finish. Peck cycles withdrawal the tool periodically to clear chips and prevent heat buildup. Servo-motor encoders provide real-time positional feedback to the CNC controller to ensure depth tolerances are maintained. Precision machining eliminates the variability of manual operations in a factory. Reliability in manufacturing increases with the use of CNC Machines.
How Do CNC Machine Components Work Together During Blind Hole Drilling Operations?
CNC machine components work together during blind hole drilling operations by coordinating precise movements and functions to ensure accurate hole placement and depth control. The CNC controller directs the spindle to rotate the cutting tool at the correct speed, while the tool holder secures the drill bit. The CNC controller ensures precise positioning and depth control during the drilling operation. Axis motors move the machine table to the exact coordinate for the hole entrance. Spindle drives rotate the cutting tool at the correct speed for the material type. Depth control is achieved through the vertical travel limit of the machine head. Encoders provide real-time feedback to the controller to verify the tool position. Tool holders maintain the alignment of the drill bit to ensure a straight cavity. Coolant pumps deliver fluid to the tip to facilitate chip removal. The integration of the parts ensures that every hole meets the design requirements. High-precision production relies on the coordination of CNC Machines.
Do the Parts of a CNC Machine Control Drilling Depth for Blind Holes?
Yes, the parts of a CNC machine control drilling depth for blind holes by working in coordination to ensure precise and accurate depth termination. CNC machine components, such as axis motors and spindle control, regulate the drilling depth for internal features. The programmed instructions determine the final depth to prevent over-penetration of the workpiece. Precision encoders monitor the travel of the Z-axis to ensure the tool stops exactly as specified. Spindle feedback loops maintain the correct cutting speed as the tool penetrates the material. Computer control eliminates the human error associated with manual depth measurement. Every part of the system works together to achieve sub-millimeter accuracy. Reliability in manufacturing depends on the performance of the automated components. Consistency is maintained across thousands of cycles in a blind hole in engineering.
How Does CNC Programming Control Blind Hole Drilling?
CNC programming controls blind hole drilling by specifying precise coordinates, feed rates, spindle speeds, and toolpaths to ensure accurate hole placement and depth. The machine interprets the instructions to execute precise, repeatable holes across various materials. Programmers utilize G-code to define the movement paths and termination points of the tool. Depth parameters stay entered as absolute or incremental values in the script. Peck drilling cycles are programmed to clear chips from deep cavities automatically. Speed settings are optimized to prevent tool wear and ensure a clean bottom surface. The software ensures the tool follows the exact spatial path required by the design. Precision in the code translates directly to the accuracy of the physical part. Reliability of the manufacturing process stems from the quality of CNC Programming.
How Are CNC Programs Used to Specify Depth and Position for Blind Holes?
CNC programs used to specify depth and position for blind holes by incorporating precise G-code commands and dimensional values. The G-code program defines the starting point of the hole using absolute coordinates (G90) and utilizes G83 canned cycles to manage chip evacuation in deep blind holes. The machine interprets the instructions to execute precise, repeatable holes for mechanical assemblies. Programmers use coordinate systems to define the exact entrance point on the workpiece surface. Depth values are calculated to ensure the tool stops within the material boundaries. Specific commands activate peck cycles to facilitate chip clearance in closed-bottom holes. Speed and feed parameters are tuned to match the material hardness and drill diameter. Numerical control ensures that every hole in a batch is identical to the design specifications. Software simulation allows for the verification of the toolpath before machining begins. High-quality production depends on the accuracy of CNC Programming.
Can CNC Programming Precisely Control Blind Hole Depth and Coordinates?
Yes, CNC programming can precisely controls blind hole depth and coordinates by using exact G-code commands and positional data. The program specifies the starting point and the exact location of the hole with X, Y, and Z coordinates. Digital instructions combined with tool length offsets (G43) specify the exact target coordinate for the Z-axis travel. Modern software calculates the required feed rates to optimize material removal without tool damage. Numerical control ensures every hole in a batch matches the design specifications perfectly. Programmers define the peck cycle parameters to clear chips from deep cavities during machining. Accuracy levels exceed the capabilities of manual drilling techniques in a machine shop. Real-time feedback loops maintain positional integrity throughout the entire drilling cycle. Consistency in depth prevents accidental penetration of the opposite workpiece surface. Reliability of the manufacturing process stems from the accuracy of CNC Programming.
What is the Difference Between Creating Blind Holes With CNC Machining and Manual Machining?
The difference between creating blind holes with CNC machining and manual machining lies in precision, automation, and consistency. CNC machining uses programmed instructions for consistent depth and location, while manual machining relies on operator skill. CNC provides higher accuracy and repeatability for blind hole production in large batches. Manual operations involve a physical stop on the drill press to limit tool travel. The automated method eliminates the variability of human error in depth measurement. CNC machines execute complex peck cycles to clear chips more efficiently. Manual machining requires more time for setup and measurement of individual holes. High-precision components for aerospace or medical use necessitate the use of automated control. Production speed increases with the use of programmed equipment. Reliability of the final part is improved through repeatable process control and digital verification. Component quality stays higher with the use of CNC Machining.
How Do CNC Machining and Manual Machining Compare in Blind Hole Accuracy?
CNC machining and manual machining compare in blind hole accuracy by offering distinct levels of precision. CNC machining provides superior accuracy for blind hole depth by utilizing digital encoders and automated tool control. Manual machining relies on the operator to set physical stops and monitor the drilling process by hand. Errors in manual depth measurement lead to accidental breakthrough or shallow holes. Programmed systems execute every hole with identical precision across thousands of components. CNC machines maintain tighter tolerances for diameter and termination point. Manual techniques are suitable for simple prototypes or low-precision repairs. Production workflows benefit from the speed and consistency of automated drilling. High-quality finishing at the bottom of the cavity is easier to achieve with computer control. Structural integrity of the part is better preserved through the accuracy of CNC Machining.
Does CNC Machining Provide More Consistent Blind Hole Depth Than Manual Machining?
Yes, CNC machining provides more consistent blind hole depth than manual machining due to its automated, computer-controlled process. The programmed control eliminates human error in depth measurement and tool positioning. Automated systems stop the cutting tool at the exact coordinate specified in the design file. The component produced matches the required specifications within very tight tolerances. Manual machining involves a higher risk of variability due to operator fatigue or inconsistent force. Industrial reliability depends on the repeatability of computer-controlled equipment. Safety standards are met more effectively through the use of precise digital depth regulation. Component quality stays uniform in a blind hole in engineering.
Which Types of CNC Machines are Used to Drill Blind Holes?
The types of CNC machines that are used to drill blind holes include CNC milling machines, CNC drilling machines, and CNC lathes. The machine type is selected based on workpiece geometry and required hole specifications. Milling centers provide multi-axis control to reach various surfaces on a stationary part. Lathes perform drilling operations along the center axis of a rotating workpiece. Vertical machining centers offer high-speed spindles for rapid hole production. Horizontal mills handle large components requiring deep cavity work. Specialized boring machines provide high accuracy for large-diameter blind features. The machine type offers unique advantages for specific material types and hole sizes. Tool changers allow for sequential drilling and tapping without human intervention. Manufacturers select equipment based on the required tolerances and production volume. Efficiency in the shop depends on the selection of the correct Types of CNC Machines.
How Do Different CNC Machine Types Perform Blind Hole Drilling Operations?
Different CNC machine types perform blind hole drilling operations based on their specialized capabilities and design. CNC mills move the drill in multiple axes to reach specific coordinates on a fixed part, while CNC lathes drill along the workpiece centerline. CNC drilling machines offer dedicated vertical drilling with precise depth control for high-volume production. Milling machines use end mills or drills to create flat or conical bottom cavities. Lathes utilize the rotation of the workpiece to ensure the hole is centered perfectly. Multi-axis centers create blind holes at complex angles on curved surfaces. Depth control is achieved through the Z-axis travel of the machine head or turret. Programmers adjust the machine parameters to suit the specific drilling mechanism of the unit. Efficiency varies depending on the setup and the orientation of the workpiece. Professional manufacturing shops utilize various types of CNC Machines.
Can Multiple Types of CNC Machines Create Blind Holes in Engineering Components?
Yes, multiple types of CNC machines can create blind holes in engineering components depending on the part requirements. The choice depends on part geometry, hole size, and production volume in the factory. Milling centers, lathes, and drilling machines all provide the necessary depth control for the features. Modern manufacturing facilities utilize various equipment to handle diverse hole specifications. Programmed instructions ensure consistency regardless of the specific machine used for the operation. High-precision parts are produced through the coordinated use of automated equipment. Reliability of the component is maintained by the accuracy of the machining process. Component designers rely on the versatility of the types of CNC Machines.
Summary
This article presented blind holes, explained them, and discussed their various applications. To learn more about blind holes, contact a Xometry representative.
Xometry provides a wide range of manufacturing capabilities, including CNC machining and other value-added services for all of your prototyping and production needs. Visit our website to learn more or to request a free, no-obligation quote.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

